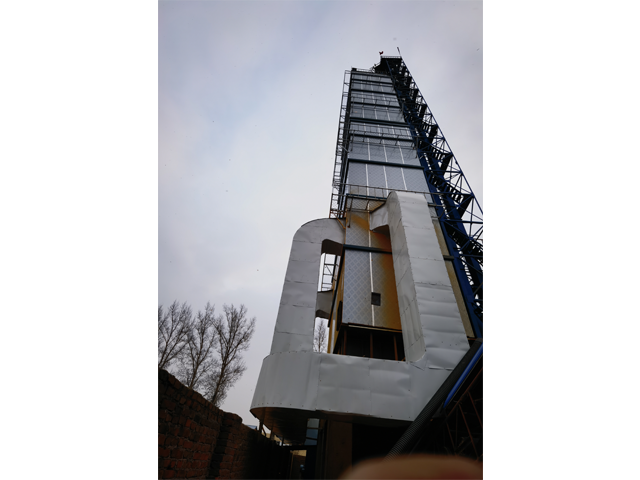
在粮食烘干领域,“环保”与“成本”常被视为难以兼顾的矛盾体。然而,热泵烘干技术的成熟应用正打破这一认知。以上海沃莘新能源热泵粮食烘干塔为例,其通过清洁能源驱动实现全过程零燃烧,彻底消除烟尘与扬尘排放,在满足环保政策刚性要求的同时,改善作业环境与社区关系。更重要的是,环保优势并未以舍弃经济性为代价——相反,二者形成良性循环。设备搭载的热回收系统可高效利用35℃~45℃潮气余热,冬季热损耗明显降低;干湿分离技术准确调控湿度,避免无效加热;高效换热模式使能效比达到1:5,单位烘干成本远低于燃煤或燃油设备。以年烘干万吨粮食测算,电费节省可达数万元,叠加多地农机补贴政策,投资回收周期进一步缩短。同时,低温(≤85℃)烘干工艺有效保护粮食品质,减少碎粒与爆腰,间接提升销售溢价。因此,热泵烘干塔不是一种环保合规的选择,更是一项兼具降本、提质、增效的综合性投资,真正实现生态效益与经济效益的双赢。粮食烘干零排放依靠密闭风道,让空气循环更干净。环保粮食烘干塔工作原理

粮食烘干塔出厂价格体现了制造成本和技术投入的平衡,反映了设备从设计、生产到装配的综合实力。出厂价格中包含了余热回收除尘综合系统的三级热交换设计,这一技术提高了能源利用率,降低了烘干能耗,减少了后续使用成本。智能烘干机组系统的在线水分监测和准确温控技术,确保了烘干过程的高效和粮食品质的稳定,避免了资源浪费。绿色清洁能源供能系统采用多模组电能加热器,提升了热转化效率,节省能源费用,同时降低了安全风险。出厂价格还反映了关键部件的自主研发和制造能力,确保设备的可靠性和长寿命。对于环保政策严格地区的用户,出厂价格的合理性与设备的环保性能密切相关,符合国家标准的设备更具市场竞争力。出厂价格的透明和合理,有助于规模化种粮主体和收储企业在采购时进行成本控制,保障投资效益。整体而言,粮食烘干塔出厂价格体现了制造技术与节能环保的有机结合,是用户选择设备的重要参考。河南哪里有粮食烘干塔客服电话稳定的风量供给是保证粮食均匀干燥、避免局部过湿或过干的前提。

技术进化的真正价值,在于将复杂专业的功能转化为普通用户触手可及的便利。现代粮食烘干塔的智能化设计正体现了这一理念:直观的触摸屏界面集中显示温度、湿度与运行进度等关键信息,常用流程均可一键启动,极大降低了学习门槛。当系统检测到温度异常或物料堵塞等状况时,会立即触发声光警报并自动暂停运行,有效防止设备损坏与次生问题。结合远程监控功能,使用者通过手机即可随时掌握设备状态,无需进行持续在场的体力看守。这种“简易操作界面”与“专业级后台控制”的深度融合,使得高技术设备不再是专业人士的专属,让经验丰富的种植者也能轻松驾驭,真正实现了技术为民所用、为农所便。
节能是粮食烘干塔发展的主要方向之一。传统烘干方式能耗高、成本大,限制了推广应用。新型设备通过优化风道布局、增强保温性能、引入余热回收等手段,提升能源利用效率。部分机型支持生物质燃料,利用秸秆、木屑等农林废弃物制成颗粒,实现就地取材、变废为宝。运行过程中几乎无废水产生,废气经处理后达标排放,符合绿色农业发展要求。长期使用下来,不降低燃料支出,还减少了碳足迹。这种经济与生态双赢的模式,正被越来越多农户接受。上海沃莘新能源科技有限公司坚持绿色制造理念,所产粮食烘干塔均采用高效节能结构,支持多种清洁能源接入,产品设计注重全生命周期成本,帮助用户实现可持续经营。老设备淘汰时关注能耗,热泵塔运行压力更小。
在农业现代化不断推进的背景下,粮食烘干塔逐渐成为保障粮食品质与安全的关键设备。传统晾晒方式受天气制约大,不效率低,还容易造成粮食霉变或污染。而现代粮食烘干塔通过准确控温与均匀送风,有效避免了这些问题。设备运行过程中对热能的利用更加科学,部分机型还能接入清洁能源,减少对环境的负担。烘干后的粮食水分含量稳定,便于长期储存和后续加工,提升了粮食的商品价值。这种技术进步不减轻了农民的劳动强度,也为粮食产后减损提供了可靠支撑。风机风量的准确调节需要匹配粮食烘干的实际需求与湿气排出量。本地粮食烘干塔批发价
新能源粮食烘干塔,操作简便,易于维护。环保粮食烘干塔工作原理
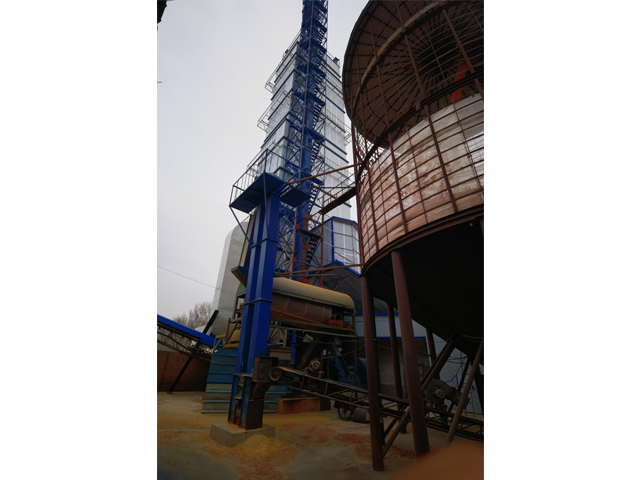
粮食烘干塔作为现代农业机械的重要组成部分,其市场前景正逐渐显现出广阔的发展潜力。随着农业规模化和现代化进程的推进,粮食主产区对高效、节能、环保的烘干设备需求日益增长。传统烘干塔存在耗能高、操作复杂、安全隐患多等问题,已难以满足当前农业生产对效率和环境保护的双重要求。新能源粮食烘干塔通过整合智能控制、能源循环和清洁供能技术,降低了单位产品的综合能耗,并实现了生产全过程的碳足迹追踪,符合国家节能减排政策导向。该设备采用三级热交换设计,余热回收效率超过85%,并配备复合除尘装置,使排放浓度控制在国家超低排放标准之下,满足环保要求。智能烘干机组系统集成了在线水分监测、准确温控和人机交互模块,能够实时调整烘干参数,保障粮食品质。绿色清洁能源供能系统采用多模组电能加热器,实现热转化效率达92%,大幅度节能70%以上,避免了传统燃料的火灾风险和环境污染。随着国家对农业机械智能化和绿色化的推动,粮食烘干塔市场需求将持续扩大,特别是在环保政策严格的地区,存量替换和新建项目将带来大量商机。环保粮食烘干塔工作原理
在粮食主产区,规模化烘干需求不断增长,选择能耗较低的设备成为关键。传统燃煤烘干塔存在燃料消耗大、污染...
【详情】智能烘干塔通过高度自动化的控制系统,能够灵活适应不同种类粮食的烘干要求。设备配备触摸屏操作界面,支持...
【详情】粮食烘干塔市价的形成不只反映了设备本身的制造成本,还体现了技术含量和环保要求的综合影响。当前,粮食烘...
【详情】新手操作粮食烘干塔时,掌握关键技巧有助于保障设备安全运行和烘干效果。首先,熟悉设备的智能控制界面,了...
【详情】构建多方位的安全防护体系,是热泵粮食烘干塔设计的重中之重。设备集成了过载保护与高温保护等多重连锁安全...
【详情】粮食烘干环节的质量把控,直接决定了后续仓储的安全性与市场销售的盈利能力。若水分控制不当,仓储中的粮食...
【详情】粮食烘干设备的选择对烘干后粮食的品质和市场售价有直接影响。烘干不均匀或温度控制不当,容易导致粮食碎粒...
【详情】冬季低温环境是对烘干设备能效的严峻考验。热泵粮食烘干塔在此方面展现出优势,其热回收系统能够有效捕捉并...
【详情】粮食烘干过程中的污染排放一直是环保监管的重点,零排放的目标看似挑战巨大,但通过先进技术的应用,这一目...
【详情】粮食烘干塔厂家报价不只是价格的体现,更是技术实力和服务保障的综合反映。厂家报价中包含了技术的研发投入...
【详情】粮食烘干品质直接影响粮食的市场售价和经济效益。好品质的烘干粮食水分均匀、无异味,外观完整,储存期长,...
【详情】粮食烘干环节的质量把控,直接决定了后续仓储的安全性与市场销售的盈利能力。若水分控制不当,仓储中的粮食...
【详情】