
- 品牌
- 兆一
- 型号
- 齐全
- 产地
- 无锡
- 可售卖地
- 全国
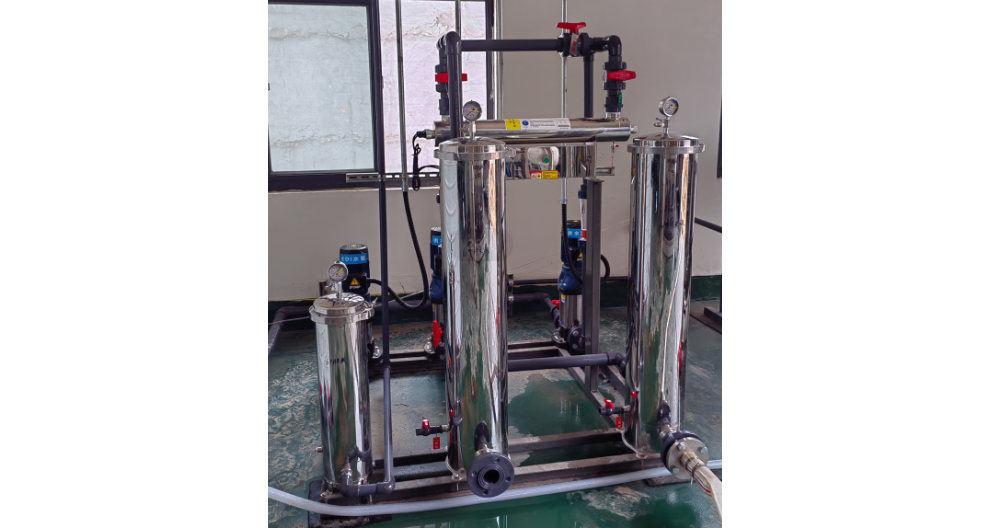
RO反渗透设备通过施加高压,使水分子逆向渗透,从而将溶解在水中的杂质隔离出去,得到纯净的水。RO反渗透设备广泛应用于工业领域。在工业生产过程中,水是必不可少的资源,但水中常常含有大量的杂质,如溶解性固体、有机物和微生物等,这些杂质会对生产设备和产品质量造成严重影响。RO反渗透设备可以有效去除水中的杂质,提供高质量的水源,保证生产过程的顺利进行。例如,在电子、化工、制药和食品等行业中,RO反渗透设备被广泛应用于纯水制备、废水处理和循环水系统等方面。此外,RO反渗透设备也在农业领域发挥着重要作用。反渗透膜上的孔径只有0.0001微米,而病毒的直径一般有0.02-0.4微米,普通细菌的直径有0.4-1微米。广东食品反渗透设备供应商
反渗透设备
在饮用水处理方面,双极反渗透设备能够去除水中的重金属、有机物和微生物等有害物质,提供安全、清洁的饮用水。在工业用水处理方面,双极反渗透设备能够去除水中的溶解性无机盐和微生物,保证工业生产的水质要求。在海水淡化方面,双极反渗透设备能够将海水中的盐分和有害物质去除,得到可供人们使用的淡水资源。双极反渗透设备相比传统的水处理设备具有许多优势。首先,双极反渗透设备能够高效去除水中的有害物质,提供高纯度的水质。其次,双极反渗透设备操作简单,维护成本低。双极反渗透设备采用自动化控制系统,能够实现自动运行和监控,减少人工操作的工作量。另外,双极反渗透设备的处理效率高,能够满足大量水的处理需求。后,双极反渗透设备对环境友好,不会产生二次污染。广东EDI反渗透设备设计RO反渗透设备的优点包括去除率高、能耗低、体积小、操作简单等,因此被广泛应用于各种水处理领域。

RO反渗透设备可以有效去除水中的有害物质,如重金属、细菌和病毒等,提供安全、健康的饮用水。此外,RO反渗透设备还可以用于家庭中的洗浴水处理,减少皮肤和头发受到的污染,保护家人的健康。RO反渗透设备相比其他水处理设备具有许多优势。首先,它具有高效的过滤效果。RO反渗透设备可以去除水中的细菌、病毒和溶解性固体等,过滤效果达到99%以上,提供纯净的水源。其次,RO反渗透设备操作简单,维护方便。设备自动化程度高,只需定期更换滤芯和清洗膜元件即可。
RO反渗透设备的应用范围普遍,主要包括以下几个方面:1.饮用水处理:RO反渗透设备可以去除水中的细菌、病毒、重金属、有机物和无机盐等有害物质,获得高纯度的饮用水。RO反渗透设备可以应用于家庭、学校、酒店、餐厅等场所,保证饮用水的卫生安全。2.工业用水处理:RO反渗透设备可以去除水中的硬度物质、有机物和无机盐等有害物质,获得高纯度的工业用水。RO反渗透设备可以应用于电子、化工、制药、食品等行业,保证工业用水的质量和稳定性。3.医疗用水处理:RO反渗透设备可以去除水中的细菌、病毒、重金属、有机物和无机盐等有害物质,获得高纯度的医疗用水。RO反渗透设备可以应用于医院、诊所、实验室等场所,保证医疗用水的卫生安全。4.污水处理:RO反渗透设备可以将污水中的有机物和无机盐等有害物质去除,获得高纯度的水。纯水机根据使用的特点还分为橱上型和橱下型,作用是一样的。

RO反渗透设备的应用范围普遍,主要包括以下几个方面:饮用水处理:RO反渗透设备可以去除水中的细菌、病毒、重金属、有机物和无机盐等有害物质,获得高纯度的饮用水。RO反渗透设备可以应用于家庭、学校、酒店、餐厅等场所,保证饮用水的卫生安全。工业用水处理:RO反渗透设备可以去除水中的硬度物质、有机物和无机盐等有害物质,获得高纯度的工业用水。RO反渗透设备可以应用于电子、化工、制药、食品等行业,保证工业用水的质量和稳定性。医疗用水处理:RO反渗透设备可以去除水中的细菌、病毒、重金属、有机物和无机盐等有害物质,获得高纯度的医疗用水。RO反渗透设备可以应用于医院、诊所、实验室等场所,保证医疗用水的卫生安全。污水处理:RO反渗透设备可以将污水中的有机物和无机盐等有害物质去除,获得高纯度的水。RO反渗透设备可以应用于城市污水处理厂、工业废水处理厂等场所,实现污水的资源化和环境保护。食品反渗透设备可以减少食品加工过程中的废水排放。苏州餐饮反渗透设备系统
食品反渗透设备是一种利用半透膜进行分离的技术。广东食品反渗透设备供应商
无论是处理海水、地下水还是污水,双极反渗透设备都能够提供稳定的水质输出。同时,它的运行稳定性也得到了普遍认可。双极反渗透设备采用先进的自动化控制系统,能够实时监测和调整运行参数,确保设备的正常运行和长期稳定性。此外,双极反渗透设备还具有较长的使用寿命和低维护成本。相比其他水处理设备,双极反渗透设备的膜元件寿命更长,一般可达2-3年以上。而且,它的维护成本也相对较低。只需要定期清洗和更换膜元件,就可以保持设备的正常运行。这对于企业来说是一个重要的考虑因素,因为它可以降低设备的运营成本,提高生产效率。,双极反渗透设备还具有较小的占地面积。广东食品反渗透设备供应商
食品工业品类繁多,不同食品的料液特性差异极大,如牛奶的黏度、果汁的酸度、糖浆的浓度各不相同,对反渗透设备的适配性提出了极高要求。现有设备往往难以兼顾不同料液的处理需求,导致部分场景下设备性能无法充分发挥,甚至出现设备闲置的情况。为提升设备适配性,行业正朝着模块化、定制化方向发展。模块化设计使设备可根据生产需求灵活组合,企业可根据料液特性和处理量,选择不同的膜组件、预处理单元和后处理单元,实现设备的快速调整,满足多样化生产需求。例如,针对高浓度料液,可增加膜组件的数量,提高处理能力;针对易污染的料液,可强化预处理单元,提高料液洁净度。定制化服务则更贴合企业的实际需求,设备制造商根据企业的生产工艺...
- 河南1T反渗透设备系统 2026-04-21
- 无锡游泳池反渗透设备工作原理 2026-04-21
- 南京EDI反渗透设备 2026-04-21
- 无锡一级反渗透设备多少钱 2026-04-21
- 南京反渗透设备工作原理 2026-04-21
- 河北一级反渗透设备批发 2026-04-21
- 杭州一级反渗透设备厂家 2026-04-21
- 河北游泳池反渗透设备组成 2026-04-21
- 无锡二级反渗透设备维保 2026-04-21
- 河南餐饮反渗透设备设计 2026-04-21



- 河南双极反渗透设备批发 2026-04-20
- 苏州二级反渗透设备哪家好 2026-04-20
- 杭州1T反渗透设备系统 2026-04-20
- 南京双极反渗透设备组成 2026-04-20
- 四川食品反渗透设备维保 2026-04-20
- 昆山EDI反渗透设备设计 2026-04-20



- 安徽风管式卷帘过滤器产地 05-01
- 昆山V型过滤器厂家 05-01
- 嘉兴手动卷绕式空气过滤器批发 05-01
- 无锡自动卷绕式空气过滤器 05-01
- 无锡空气过滤器批发 05-01
- 常州高效过滤器滤芯 05-01
- 无锡手动卷帘式空气过滤器型号 05-01
- 河北卷帘过滤器种类 05-01
- 安徽卷帘空气过滤器销售 05-01
- 上海卷帘型空气过滤器哪家好 05-01