食品饮料发酵液中空纤维膜的技术革新持续推动食品饮料发酵行业向绿色化、智能化方向升级,凸显其长远的产业重要性。随着材料研发的深入,生物基可降解中空纤维膜实现产业化应用,降低膜材生产与废弃过程中的环境影响,契合碳中和发展目标;靶向改性膜材的突破,可特异性保留发酵液中的特征风味成分,进一步提升产品风味的独特性。膜制备工艺的智能化升级,提升了膜材性能的一致性,降低生产成本,推动该技术向中小食品饮料企业普及;同时,膜组件与在线监测系统的协同适配,实现了分离过程的实时调控,可根据发酵液成分变化动态调整分离参数,进一步提升产品品质的稳定性,为食品饮料行业的产品创新与市场拓展奠定关键技术基础。凭借生物分离中空纤维膜实现的核酸分离纯化,在基因测序等领域得到了高效的应用。重庆酶分离中空纤维膜多少钱

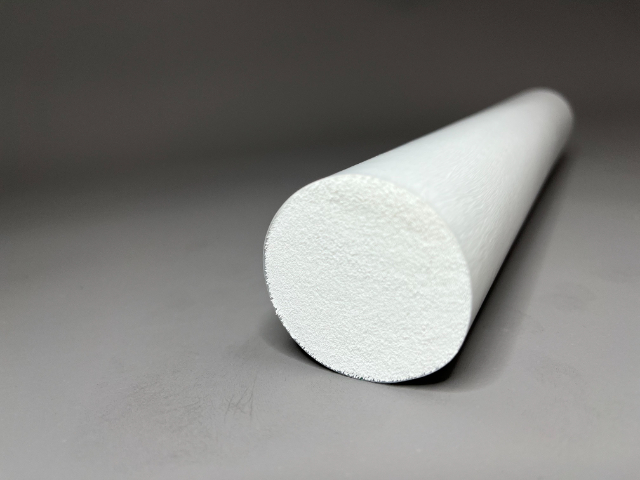
酶回收中空纤维膜的关键作用聚焦于酶催化反应后酶分子的高效回收与循环利用,同时实现反应体系的同步净化。该膜组件依托精确的分子筛分与表面亲和调控机制,在酶催化反应结束后,高效截留反应液中的酶分子,去除未反应底物、反应副产物及小分子杂质,既完成酶的富集回收,又净化反应体系避免杂质干扰后续催化循环。膜表面经抗酶解与生物惰性改性处理,不会破坏酶的空间构象与催化活性中心,回收后的酶可直接回用至下一轮催化反应,且无有害物质溶出污染反应体系。这种集酶回收、体系净化与活性保护于一体的作用,大幅提升酶的利用效率,是降低生物催化成本的关键功能支撑。酶回收中空纤维膜供应商推荐生物分离中空膜的纤维设计利于生物流体的分布与传质。

酶分离中空纤维膜的技术革新持续推动酶分离领域向精确化、绿色化方向升级,凸显其长远的产业重要性。随着材料研发的深入,经亲和改性的中空纤维膜实现产业化应用,可特异性识别并结合目标酶分子,大幅提升分离的选择性与精确度,减少非目标蛋白的夹带;耐极端催化环境的特种膜材研发突破,拓展了膜分离技术在高浓度底物、高离子强度酶体系中的应用场景。膜制备工艺的国产化与智能化升级,不只降低了膜材采购成本,还提升了产品性能的一致性,推动膜分离技术向中小酶制剂企业普及;同时,膜组件与自动化分离系统的融合,实现了酶分离参数的实时监控与调整,进一步提升酶制剂产品的批次稳定性,为生物制造产业降本增效奠定关键技术基础。
中空纤维生物分离膜在生物发酵液处理中承担着目标产物提取与废液资源化的双重关键作用,是生物发酵产业提质增效的关键载体。该膜组件依托精确的分子筛分机制,在温和的操作条件下,高效分离发酵液中的目标代谢产物与菌体、培养基残渣、杂蛋白等杂质,完整保留产物的生物活性,同时可对分离后的发酵废液进行深度净化,去除其中的有机污染物与悬浮杂质,实现废液的达标排放或资源化回用。膜表面的抗生物黏附改性处理能减少发酵液中微生物与黏性物质的吸附,维持稳定的分离通量,适配发酵液高黏度、高悬浮物的特性,这种集产物回收与环保处理于一体的作用,推动生物发酵产业从单一产物提取向资源全利用的模式转型。生物制药业中使用的生物分离膜具有多个明显特点,使其在实际应用中表现出色。
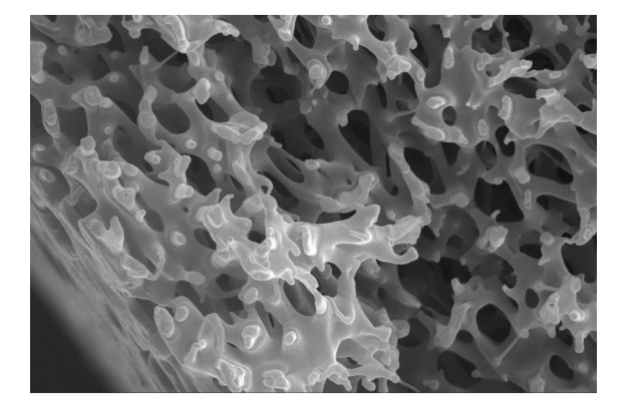
饮料澄清中空纤维膜在饮料行业品质升级与市场竞争力提升中具有不可替代的重要性。在产品品质层面,其高精度的澄清能力可彻底解决饮料储存过程中的浑浊、沉淀问题,提升饮料的外观品质与货架期稳定性,降低因产品变质导致的损耗;在市场适配层面,无化学添加的澄清方式助力饮料产品符合清洁标签、天然健康的消费趋势,提升产品市场认可度。同时,其标准化的澄清性能确保了不同批次饮料澄清效果的一致性,助力企业满足食品生产的标准化要求,尤其对中小饮料企业而言,该技术无需大规模基建改造即可快速升级澄清工艺,降低品质升级的门槛,推动行业整体品质提升。生物分离中空纤维膜具备较强的抗污染能力,面对高粘度生物料液时仍能维持稳定运行。膜普化工制造业生物分离中空纤维膜
生物分离中空纤维膜在生物分离领域展现出多方面的明显优势。重庆酶分离中空纤维膜多少钱
化工催化剂回收中空纤维膜相较于传统催化剂回收工艺,展现出适配工业化催化生产的关键优势。其关键优势在于低损耗的连续化回收特性,可实现催化反应与催化剂回收的在线耦合,无需中断生产流程,避免传统离心、过滤工艺导致的催化剂剧烈磨损与活性流失,更大程度保留催化剂的催化效率。在运行层面,该膜组件无需添加絮凝剂、助滤剂等化学试剂,从源头杜绝化学污染对催化剂活性的影响,也减少了后续废液处理负担;模块化设计可灵活调整回收通量,适配从小试到大规模生产的不同需求,抗污染性能的提升则减少了清洗频次,延长设备运行时间,兼顾回收效率与运行经济性。重庆酶分离中空纤维膜多少钱