
- 品牌
- 兆一
- 型号
- 齐全
- 产地
- 无锡
- 可售卖地
- 全国
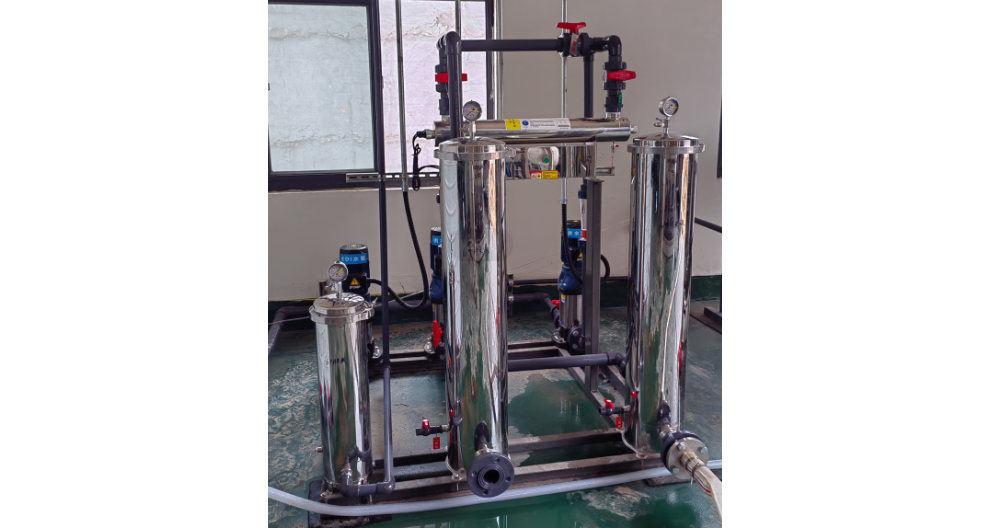
1T反渗透设备的设计特点紧凑型设计:1T反渗透设备通常设计为紧凑型,以便于安装和维护。高效能RO膜:使用品质的RO膜,确保高效的水净化效果和较长的使用寿命。自动化控制系统:集成自动化控制,简化操作流程,提高设备的稳定性和可靠性。预处理和后处理系统:包括多级过滤系统,去除水中的悬浮物、氯、重金属等杂质,并改善水质口感。节能型高压泵:使用节能型高压泵,减少能耗,降低运行成本。操作与维护启动与关闭:按照操作手册正确启动和关闭设备,避免对RO膜造成损害。定期更换滤芯:根据水质和使用频率,定期更换预处理和后处理过滤器的滤芯。RO膜清洗:定期对RO膜进行化学清洗,以去除沉积的污染物和防止生物污染。系统监控:监控设备运行状态,如流量、压力和水质,确保设备正常运行。反渗透设备能有效去除水中的重金属离子,保障用水安全。上海1T反渗透设备组成
反渗透设备
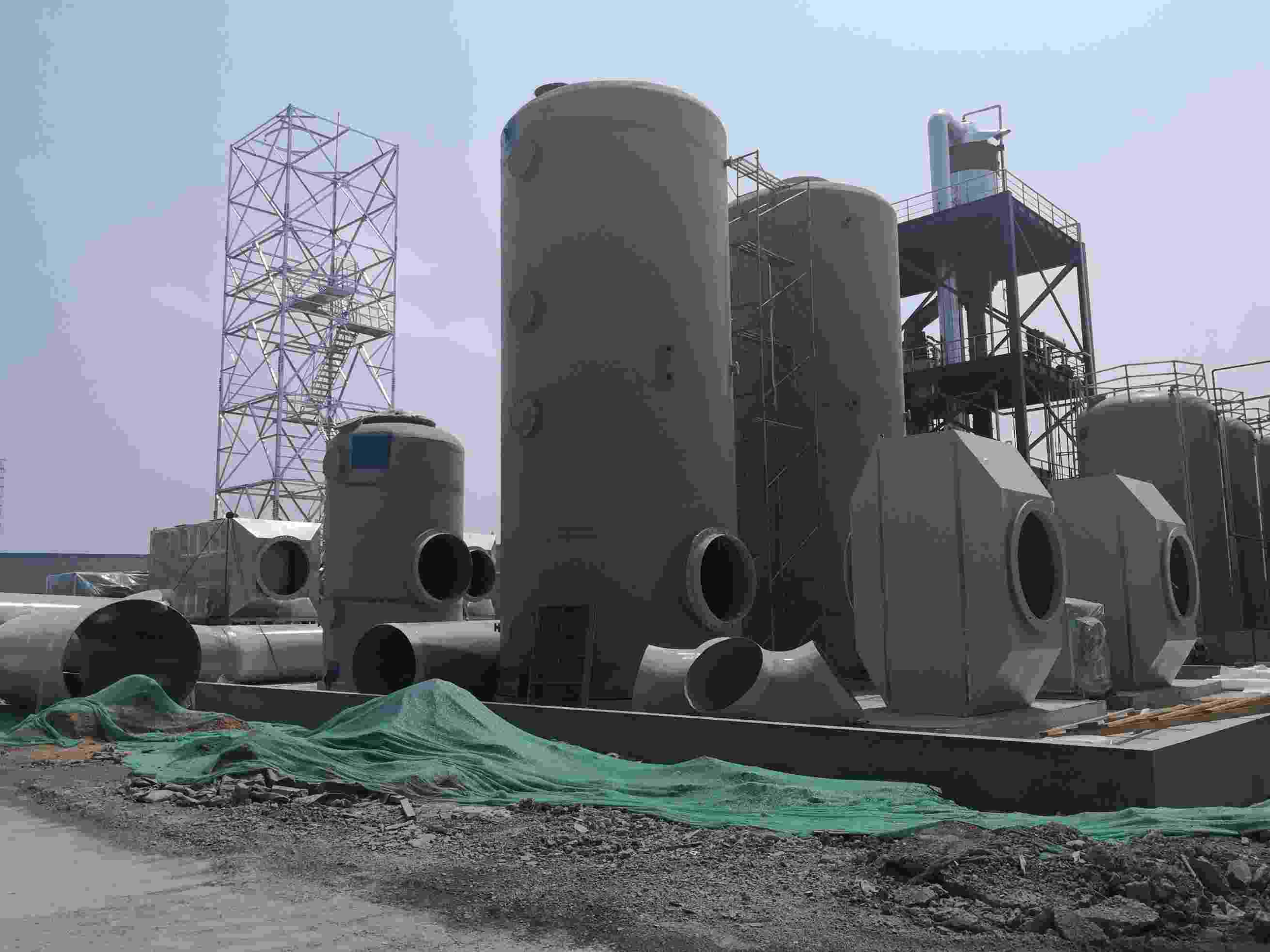
绿色化将成为设备发展的必然要求,随着环保法规的日益严格,未来食品反渗透设备将更加注重节能降耗与资源循环利用。在节能方面,将研发高效节能的高压泵与能量回收装置,回收反渗透过程中产生的浓水能量,用于原水加压,降低设备能耗,使设备能耗较现有水平降低30%以上;在资源循环利用方面,将优化浓水处理工艺,研发浓水回用技术,将浓水用于车间清洁、设备冷却等环节,提高原水利用率,减少废水排放,同时研发可降解的膜材料与清洗剂,降低设备运行对环境的影响,实现食品生产与环境保护的协调发展。上海RO反渗透设备工程反渗透设备能够去除水中的有机物,保护水环境不受污染。

乳制品与酒类作为对微生物控制要求极高的食品品类,水质的纯净度直接关系到产品的纯度、保质期与安全性。食品反渗透设备在乳制品与酒类生产领域的应用,为产品质量提升提供了关键保障。在乳制品加工中,反渗透产水用于原料奶的稀释、设备清洗、包装清洗等环节。用于原料奶稀释时,纯净的产水可避免引入微生物与杂质,防止原料奶变质,提升乳制品的纯度;用于设备与包装清洗时,无菌的产水可彻底去除设备表面的残留物与微生物,避免二次污染,延长乳制品的保质期。
在食品产业迈向标准化、品质发展的进程中,水质作为贯穿原料处理、生产加工、包装储运全流程的重心要素,直接决定着食品的安全底线与风味上限。无论是饮用水的纯净度、果汁的口感稳定性,还是乳制品、酒类的保质期与纯度,都离不开高效可靠的水处理技术支撑。食品反渗透设备凭借***的净化能力、灵活的适配性与突出的经济性,成为食品工业水处理体系的重心装备,以精细的分子级过滤技术,为食品生产筑牢水质防线,成为保障食品安全、提升产品品质的隐形守护者。反渗透设备的性价比高,是投资回报较高的水处理设备之一。
未来展望随着材料科学的进步和制造技术的提高,未来的双极反渗透设备将朝着更高效率、更低能耗、更长使用寿命的方向发展。新型膜材料的研发将进一步提高脱盐率和抗污染性,智能化控制系统的集成将简化操作流程,降低人为错误。同时,随着环保意识的提升,双极反渗透技术在废水循环利用和零排放方面的应用也将得到更大的拓展。综上所述,双极反渗透设备以其高效的脱盐率和优越的水回收率在水处理技术领域占据了重要地位。虽然存在一些局限,但随着技术的不断进步,其在未来的发展和应用前景无疑是光明的。设备的出水水质稳定可靠,适合多种用水需求场景。河南餐饮反渗透设备供应商
品质的配件和严格的制造工艺确保了反渗透设备的长期稳定运行。上海1T反渗透设备组成
未来发展趋势随着科技的进步和人们对水质要求的提高,RO反渗透设备将继续发展,未来的发展趋势可能包括:节能降耗:开发新型高效能RO膜和低能耗泵,减少能源消耗。智能化控制:集成智能控制系统,实现远程监控和故障自动诊断。材料创新:研发更耐用、抗污染的RO膜材料,延长使用寿命。系统集成:与其他水处理技术(如紫外线消毒、电去离子等)结合,提供更全方面的水质解决方案。总结来说,RO反渗透设备是一种高效可靠的水处理技术,它为用户提供了清洁、安全的饮用水。通过正确的维护和保养,RO设备能够长期稳定运行,满足不同场合的用水需求。随着技术的不断进步,RO反渗透设备在未来将更加高效、环保和智能化。上海1T反渗透设备组成
食品工业品类繁多,不同食品的料液特性差异极大,如牛奶的黏度、果汁的酸度、糖浆的浓度各不相同,对反渗透设备的适配性提出了极高要求。现有设备往往难以兼顾不同料液的处理需求,导致部分场景下设备性能无法充分发挥,甚至出现设备闲置的情况。为提升设备适配性,行业正朝着模块化、定制化方向发展。模块化设计使设备可根据生产需求灵活组合,企业可根据料液特性和处理量,选择不同的膜组件、预处理单元和后处理单元,实现设备的快速调整,满足多样化生产需求。例如,针对高浓度料液,可增加膜组件的数量,提高处理能力;针对易污染的料液,可强化预处理单元,提高料液洁净度。定制化服务则更贴合企业的实际需求,设备制造商根据企业的生产工艺...
- 河南1T反渗透设备系统 2026-04-21
- 无锡游泳池反渗透设备工作原理 2026-04-21
- 南京EDI反渗透设备 2026-04-21
- 无锡一级反渗透设备多少钱 2026-04-21
- 南京反渗透设备工作原理 2026-04-21
- 河北一级反渗透设备批发 2026-04-21
- 杭州一级反渗透设备厂家 2026-04-21
- 河北游泳池反渗透设备组成 2026-04-21
- 无锡二级反渗透设备维保 2026-04-21
- 河南餐饮反渗透设备设计 2026-04-21




- 河南双极反渗透设备批发 2026-04-20
- 苏州二级反渗透设备哪家好 2026-04-20
- 杭州1T反渗透设备系统 2026-04-20
- 南京双极反渗透设备组成 2026-04-20
- 四川食品反渗透设备维保 2026-04-20
- 昆山EDI反渗透设备设计 2026-04-20




- 安徽袋式空气过滤器产地 04-23
- 无锡袋式空气过滤器厂家 04-23
- 安徽卷帘式空气过滤器批发 04-23
- 杭州卷绕式空气过滤器型号 04-23
- 河北高效过滤器产地 04-23
- 河北风管式卷帘过滤器价格 04-23
- 安徽空气过滤器工作原理 04-23
- 杭州自动卷绕式空气过滤器供应商 04-23
- 温州空气过滤器销售 04-22
- 安徽高效过滤器产地 04-22