- 品牌
- 集才
- 型号
- 不锈钢水管
- 生产方法
- 焊接钢管
- 生产工艺
- 冷轧管
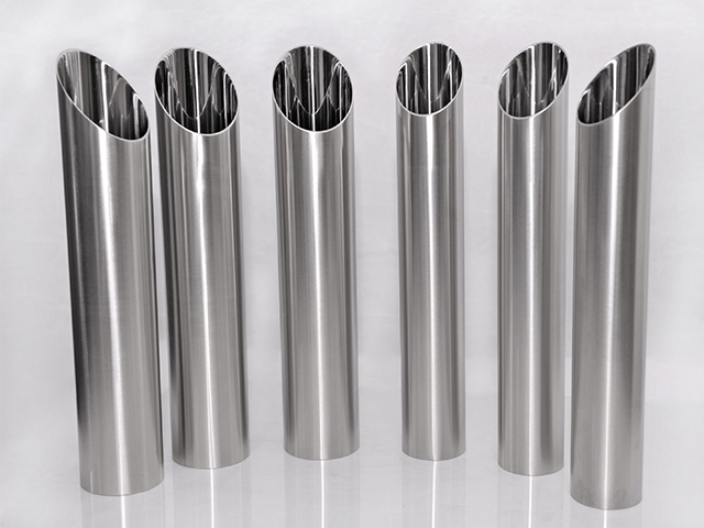
- 截面形状
- 圆管
- 连接方式
- 卡压式,焊接式,快接法兰式
- 用途
- 多种用途,工业,医用,通用,化工,机械,建筑,五金,模具
- 直径
- 6mm,32mm,8mm,40mm,10mm,12mm,14mm,16mm,20mm,25mm,DN15-DN300
- 厚度
- 0.6mm-4mm
- 长度
- 6000mm
- 执行标准
- 国标,欧标
- 质量等级
- A级
- 加工定制
- 是
- 是否进口
- 否
- 仓库
- 乐从仓
- 仓库所在城市
- 乐从
- 配送服务
- 可配送到厂
- 规格
- Ф10*1-2,Ф14*1-4,Ф20*1-5,Ф30*2-8,Ф40*2-8,Ф530*8-50,Ф73*3-10,Ф102*2.5-18,Ф140*3-20,Ф219*4-35,Ф32*2-8,Ф42*2-8,Ф57*2-10,Ф76*2-16,Ф8*1-2,Ф60*2-10,Ф426*8-50,Ф325*5-40,Ф22*1-5,Ф152*3-20,Ф108*2.5-18,Ф114*2.5-18,Ф159*3-25,Ф245*5-35,Ф34*2-8,Ф45*2-8,Ф63*2-10,Ф80*2-16,Ф12*1-3,Ф16*1-4,Ф25*1.5-5,Ф355*7-40,Ф456*8-50,Ф630*10-40,Ф83*2-16,Ф120*3-18,Ф168*3-30,Ф27*2-5,Ф36*2-8,Ф48*2-8,Ф65*3-10,Ф89*2-16,Ф127*3-18,Ф18*1-4,Ф273*5-40,Ф377*8-45,Ф50*2-8,Ф68*3-10,Ф95*2.5-16,Ф133*3-18,Ф180*3-30,Ф28*2-5,Ф38*2-8,Ф51*2-8,Ф70*3-10
- 厂家
- 集才
- 产地
- 广东
在焊接过程中,为了确保焊缝的质量,对焊缝中的实际铁素体含量进行准确测定是至关重要的。为此,我们可以采用铁素体测定仪这一专业设备来进行复测。铁素体作为焊缝组织中的重要组成部分,其含量直接影响到焊缝的机械性能、耐腐蚀性以及焊接接头的整体质量。通过铁素体测定仪,我们可以快速、准确地测量出焊缝中铁素体的实际含量,从而判断焊缝是否满足设计要求和相关标准。在进行铁素体测定时,应确保测量点位于焊缝的关键区域,并严格按照操作规程进行操作,以获得准确的测量结果。同时,还需注意对测量数据进行记录和分析,以便及时发现并解决焊缝质量方面的问题。综上所述,利用铁素体测定仪对焊缝中的实际铁素体含量进行复测,是确保焊缝质量的重要手段之一。通过这一措施,我们可以更好地控制焊缝的组织成分,提高焊接接头的整体性能,从而满足各种复杂工况下的使用需求。每一根集才水管,都是对品质的坚守。河北不锈钢毛细管联系方式

316L不锈钢水管,作为工程材料的典范,展现出了出众的耐热与耐低温性能,其工作温域之广,覆盖了从极寒的-270℃至炽热的400℃,确保了在极端环境条件下的长期稳定运行。该材料通过特殊合金化设计,明显提升了其化学稳定性和物理强度,即便面对剧烈的温度波动,也能保持优异的尺寸稳定性和结构完整性,有效避免因热胀冷缩引发的变形或机械性损伤。此外,316L不锈钢还具备优异的耐腐蚀性能,能抵御多种酸、碱及氯化物的侵蚀,进一步延长了使用寿命,是化工、医药、石油天然气及低温存储等关键领域不可或缺的理想管材选择。河北不锈钢毛细管联系方式持久如新,集才水管,品质之选。
在不锈钢水管焊接过程中,坡口的准备和处理是至关重要的环节。为了确保焊接质量和接头的可靠性,必须严格遵守相关规定,其中一项关键要求就是不允许在不锈钢水管坡口处有电弧擦伤母材的痕迹。电弧擦伤是指在焊接前或焊接过程中,由于电弧放电而意外接触到母材表面,从而在母材上留下烧伤或熔化的痕迹。这种擦伤不仅破坏了母材的原始表面状态,还可能引入杂质和缺陷,对焊接接头的强度和耐腐蚀性产生不利影响。因此,在进行不锈钢水管焊接时,应加强对坡口的保护和管理,确保在坡口准备和焊接过程中避免任何形式的电弧擦伤。焊工应熟练掌握焊接技巧,合理调整焊接参数,避免电弧直接接触到母材表面。同时,还应加强质量检查,及时发现并处理坡口上的电弧擦伤痕迹,以确保焊接接头的质量和可靠性。综上所述,不允许在不锈钢水管坡口处有电弧擦伤母材的痕迹是确保焊接质量和接头可靠性的重要措施之一。
在焊接工艺中,母材的熔化量是一个需要精确控制的参数。为了确保焊缝的质量和性能,通常要求母材的熔化量控制在焊缝断面面积的35%以下。这一要求的提出,主要是基于焊缝组织成分和性能的考虑。当母材熔化量过大时,焊缝中的铁素体含量可能会增加,从而影响焊缝的机械性能和耐腐蚀性。同时,过多的母材熔化还可能导致焊缝中出现夹杂物、气孔等缺陷,降低焊缝的可靠性。因此,在焊接过程中,焊工应密切关注母材的熔化情况,并通过调整焊接参数、焊枪角度等方式,将母材的熔化量控制在合理的范围内。同时,还需注意对焊缝进行必要的检测和评估,以确保焊缝的质量满足设计要求和相关标准。综上所述,母材的熔化量控制是焊接工艺中的重要环节之一。只有将其控制在焊缝断面面积的35%以下,才能确保焊缝的质量和性能达到良好状态。集才水管,不锈钢打造,安全又可靠。

在进行焊接操作时,合理控制电弧的长度对于确保焊接质量和减少热影响区至关重要。为了达到这一目的,通常建议采用短弧焊接技术。短弧焊接意味着焊接电弧的长度被控制在尽可能短的范围内。这样做的主要优势在于能够明显减小热影响区的大小。热影响区是焊接过程中,由于电弧热辐射作用,导致母材性能发生变化的区域。减小热影响区,意味着能够降低母材因高温而产生的热应力、热裂纹等潜在风险,从而确保焊接接头的力学性能和耐腐蚀性。此外,短弧焊接还有助于提高焊接速度,因为电弧长度缩短,电弧能量更加集中,使得焊缝成型更加美观,熔池冷却速度加快,减少了焊接变形的可能性。同时,短弧焊接还能够减少飞溅,改善焊接环境,降低焊工的操作难度。因此,在焊接过程中,合理应用短弧技术,是提升焊接质量、保障产品性能的关键措施。不释放任何有害物质,守护饮用水安全。河北不锈钢毛细管联系方式
表面光滑易清洁,保持美观。河北不锈钢毛细管联系方式
在焊接过程中,金属表面往往会因为高温作用而产生一层特定的颜色变化,这种颜色变化不仅影响了工件的外观美观度,有时还可能对金属的性能造成一定影响。为了去除焊后产生的这种颜色变化,恢复金属原有的光泽和质感,我们通常会采取一些打磨和抛光的方法。石英砂作为一种理想的磨料,因其硬度适中、耐磨性好以及化学性质稳定等特点,被广泛应用于焊后处理工艺中。使用石英砂进行磨刷,可以有效地去除焊接过程中产生的颜色变化,同时不会对金属基体造成过度的损伤。在实际操作中,我们需要根据金属的种类、焊接后的颜色深度以及所需的表面光洁度等因素,选择合适的石英砂粒度和磨刷方式。通过合理的磨刷处理,不仅可以去除焊后的颜色,还可以进一步提高金属表面的平整度和光洁度,为后续的涂装、电镀等工序打下良好的基础。总之,石英砂磨刷是一种简单而有效的焊后处理方法,它能够帮助我们去除焊接过程中产生的颜色变化,恢复金属的美观度和性能,是金属加工中不可或缺的一环。河北不锈钢毛细管联系方式

在进行焊接操作时,合理控制电弧的长度对于确保焊接质量和减少热影响区至关重要。为了达到这一目的,通常建议采用短弧焊接技术。短弧焊接意味着焊接电弧的长度被控制在尽可能短的范围内。这样做的主要优势在于能够明显减小热影响区的大小。热影响区是焊接过程中,由于电弧热辐射作用,导致母材性能发生变化的区域。减小热影响区,意味着能够降低母材因高温而产生的热应力、热裂纹等潜在风险,从而确保焊接接头的力学性能和耐腐蚀性。此外,短弧焊接还有助于提高焊接速度,因为电弧长度缩短,电弧能量更加集中,使得焊缝成型更加美观,熔池冷却速度加快,减少了焊接变形的可能性。同时,短弧焊接还能够减少飞溅,改善焊接环境,降低焊工的操作难度...
- 厚壁不锈钢水管现货 2026-01-28
- 江西不锈钢异形管价格 2026-01-28
- 上海不锈钢覆塑管厂家供货 2026-01-28
- 河北不锈钢水管型号 2026-01-28
- 江西不锈钢盘管生产商 2026-01-28
- 北京不锈钢热交换管加工厂家 2026-01-28
- 无缝不锈钢水管生产商 2026-01-28
- 北京不锈钢流体管打样 2026-01-28
- 浙江不锈钢空气管厂家供货 2026-01-28
- 焊缝不锈钢水管供应商 2026-01-28

- 广东不锈钢覆塑管型号 2026-01-27
- 江苏不锈钢换热管型号 2026-01-27
- 江西不锈钢卫生管型号 2026-01-27
- 河北321不锈钢水管 2026-01-27
- 重庆航空用不锈钢水管 2026-01-27
- 江苏不锈钢扶手管厂商 2026-01-27



- 湖南给排水不锈钢阀门 02-14
- 河北不锈钢等径直通 02-14
- 北京不锈钢截止阀厂商 02-14
- 江苏不锈钢阀门制造 02-14
- 给排水不锈钢阀门源头工厂 02-14
- 安徽不锈钢管件源头工厂 02-14
- 江苏不锈钢对夹式止回阀联系方式 02-14
- 浙江不锈钢涡轮黑胶304蝶阀方向 02-14
- 江苏不锈钢螺纹法兰源头工厂 02-14
- 北京不锈钢阀门制造 02-13