- 品牌
- 港陆
- 所在地
- 张家港
- 主营业务
- 管道安装、设备安装
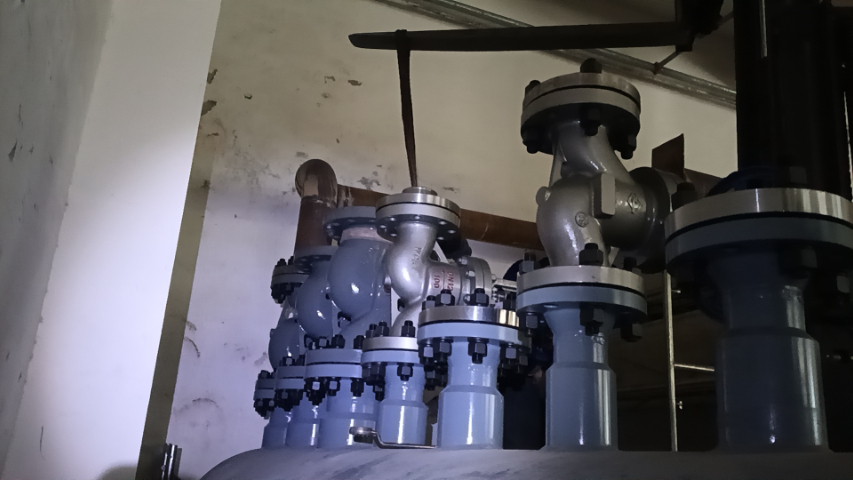
分气缸的疏水装置:在分气缸底部安装疏水阀(如浮球式疏水阀),确保冷凝水及时排出。4. 安全附件安装安全阀:安装在分气缸顶部,设定压力≤设计压力,排放口引至安全区域。压力表:安装在便于观察的位置,量程为工作压力的1.5~3倍,定期校验。温度计:可选装,监控蒸汽温度。5. 保温与防腐包裹保温层(如岩棉+铝皮),减少热损失。外表面涂防锈漆(若为碳钢材质)。6. 系统检漏与测试气密性试验:用压缩空气或惰性气体加压至1.25倍工作压力,保压30分钟无泄漏。水压试验(必要时):试验压力为设计压力的1.5倍,持压时间按规范执行。专注蒸汽管道,张家港港陆树立行业典范。张家港燃气工程安装团队

安装分气缸的注意事项安全规范分气缸属于压力容器,安装需符合《固定式压力容器安全技术监察规程》(TSG21)。操作人员需持证上岗(如压力容器操作证)。管道补偿蒸汽管道需设置膨胀节或自然补偿弯头,避免热应力损坏设备。维护空间预留至少,便于阀门操作和检修。接地与防静电分气缸应接地,防止静电积聚。四、验收与记录填写安装记录表,包括焊缝检测报告、压力试验数据等。提交当地特种设备监督部门备案(如需)。常见问题处理振动异响:检查支架是否牢固,管道支撑是否合理。冷凝水积聚:疏水阀选型或安装不当,需调整疏水坡度或更换疏水阀。通过规范安装和定期维护,分气缸可有效提高蒸汽系统的稳定性和能效。如有复杂工况(如高压、高温),建议由专业压力容器安装单位实施。 江浙沪建设工程安装资质选港陆,给工厂压力管道安装完美解决方案。

焊后100%射线探伤(按GB/T 3323Ⅱ级合格)。支吊架安装:滑动支架与导向板间留3-5mm间隙固定支架焊缝需全熔透弹簧支吊架按冷态位移预压缩疏水系统:每100-150m设启动疏水,低位点设常疏水。疏水阀组需包含切断阀、过滤器、旁路阀。3. 关键质量控制试压标准:强度试验为1.5倍设计压力(GB/T 20801.5),严密性试验按1.25倍压力。保温施工:需在压力试验合格后进行。高温管道(>300℃)需设防烫层,保温外表面温度≤50℃。膨胀节安装:预拉伸量按设计值调整(通常为50%补偿量),导向支架间距不超过4倍管径。4. 安全注意事项热紧螺栓应在蒸汽升温至250℃时进行吹扫时需设置警戒区,靶板验收连续5分钟无锈蚀点为合格操作人员需穿戴RF防护服(高温工况)5. 特殊处理架空管道跨距>6m时需进行挠度校核地沟内管道需做阴极保护(电位≤-0.85VCSE)不锈钢管道需进行酸洗钝化处理
在工业燃气管道安装领域,张家港港陆建设安装工程有限公司凭借多年的行业经验与专业技术,成为众多企业信赖的合作伙伴。我们专注于工业燃气管道的设计、施工、检测与维护,致力于为客户提供安全、高效、合规的一站式解决方案。中心优势:✅专业团队:拥有经验丰富的技术团队,持证上岗,严格遵循国家规范与行业标准,确保工程质量和安全。✅全流程服务:从前期勘察、方案设计到施工安装、压力测试及后期维护,全程把控,保障系统稳定运行。✅安全至上:采用质量材料与先进工艺,强化防泄漏、防腐蚀措施,杜绝安全隐患。✅高效交付:科学管理施工进度,精细对接客户需求,缩短工期,降低企业运营成本。服务领域:涵盖化工、冶金、能源、制药等行业,为工厂、园区提供定制化燃气管道安装及升级服务。选择港陆建设,就是选择安全与品质!张家港港陆,让工厂压力管道安装无忧。

电磁阀的正确安装对其性能和寿命至关重要,以下是详细的安装步骤及注意事项:一、安装前准备核对参数确认电磁阀的型号、电压(AC/DC)、压力范围、介质类型(油、水、气体等)、温度范围是否符合系统要求。检查阀体材质是否兼容介质(如腐蚀性介质需选用不锈钢或PTFE密封)。清洁管路***管道中的焊渣、铁屑等杂质,避免堵塞阀芯。建议在阀前安装过滤器(≥80μm)。检查流向阀体通常标有箭头指示介质流向(如单向阀),安装方向错误会导致阀门无法工作。张家港港陆,为工厂压力管道安装保驾护航。江浙沪建设工程安装资质
专业打造天然气管道,港陆为工厂安全护航。张家港燃气工程安装团队
蒸汽管道安装注意事项材料选择:蒸汽管道应选用耐高温、耐高压的质量材料,如无缝钢管或合金钢管,并确保管材、阀门和法兰的额定压力符合设计要求,避免因材料不合格导致泄漏或爆管。管道坡度与疏水:管道安装时需保持一定的坡度(通常≥0.2%),并在低点设置疏水阀,及时排除冷凝水,防止水击现象,确保蒸汽输送效率。热补偿措施:蒸汽管道受热膨胀明显,需合理设置膨胀节、自然补偿弯头或滑动支架,避免因热应力导致管道变形或接口开裂。张家港燃气工程安装团队

张家港港陆建设安装工程有限公司将工程安装作为建设项目实施的关键环节。该服务体系涵盖设计深化优化、设备定位校准、管线系统集成、调试验证等全周期实施内容,涉及工业装备设置、电气系统配置、工艺管路建设等多技术领域。建立多层级质量保障机制:材料入场执行材质成分光谱分析及压力试验双重验证(符合GB/T2085标准),关键工序实施双向确认流程(通过率100%),系统调试采用闭环参数校验方法。在重工业项目实施中,重型生产线设备工程安装定位公差持续稳定在±0.03mm范围(优于JB/T5000规范),设备联调验收合格率维持在98.5%-99.2%区间。项目管理运用PERT技术结合预警响应平台,重大节点实施72...
- 张家港消防管道工程安装厂家 2026-03-18
- 江苏蒸汽管道工程安装 2026-03-18
- 苏州燃气报警器工程安装团队 2026-03-18
- 张家港消防管道工程安装团队 2026-03-18
- 建设工程安装哪家好 2026-03-18
- 苏州张家港消防管道工程安装价钱 2026-03-17
- 江苏工业管道工程安装厂家 2026-03-17
- 江苏消防管道工程安装标准 2026-03-17
- 苏州消防管道工程安装需要操作证吗 2026-03-12
- 张家港管道工程安装价钱 2026-03-12



- 江浙沪燃气报警器工程安装公司 2026-03-12
- 张家港工程安装价格 2026-03-12
- 苏州张家港工业管道工程安装多少钱 2026-03-12
- 江浙沪特种设备工程安装团队 2026-03-12
- 江苏燃气报警器工程安装需要操作证吗 2026-03-12
- 张家港压力管道工程安装团队 2026-03-12





- 扬州天然气探测器型号大全 03-21
- 衢州压力管道安装 03-21
- 苏州天然气电磁阀DN80 03-21
- 绍兴快速响应天然气探测器多少钱 03-21
- 宁波铝合金电磁阀厂家 03-21
- 上海铝合金电磁阀批发 03-21
- 淮安工厂管道安装公司 03-21
- 常州可燃气体天然气探测器现货 03-21
- 上海螺纹电磁阀公司 03-21
- 嘉兴常闭型电磁阀DN25 03-21