- 品牌
- 港陆
- 所在地
- 张家港
- 主营业务
- 管道安装、设备安装
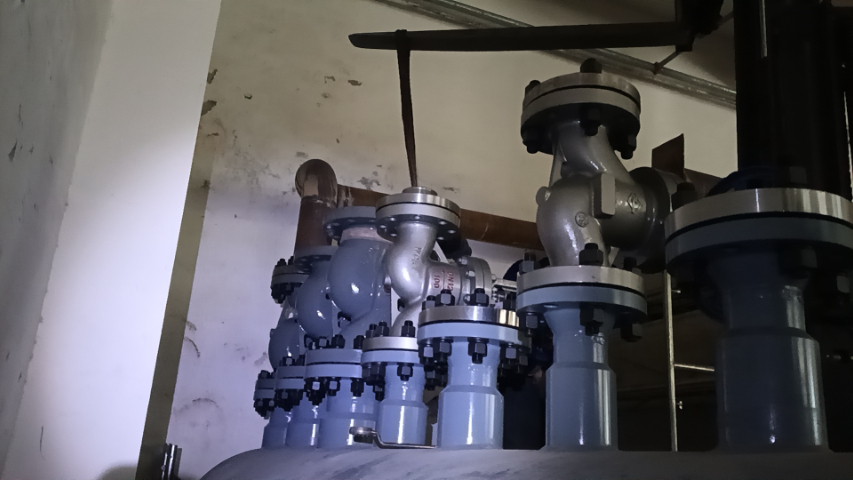
分气缸的疏水装置:在分气缸底部安装疏水阀(如浮球式疏水阀),确保冷凝水及时排出。4. 安全附件安装安全阀:安装在分气缸顶部,设定压力≤设计压力,排放口引至安全区域。压力表:安装在便于观察的位置,量程为工作压力的1.5~3倍,定期校验。温度计:可选装,监控蒸汽温度。5. 保温与防腐包裹保温层(如岩棉+铝皮),减少热损失。外表面涂防锈漆(若为碳钢材质)。6. 系统检漏与测试气密性试验:用压缩空气或惰性气体加压至1.25倍工作压力,保压30分钟无泄漏。水压试验(必要时):试验压力为设计压力的1.5倍,持压时间按规范执行。以专业技能,港陆安装工厂天然气管道。苏州给排水管道工程安装价格

安装分气缸的注意事项安全规范分气缸属于压力容器,安装需符合《固定式压力容器安全技术监察规程》(TSG21)。操作人员需持证上岗(如压力容器操作证)。管道补偿蒸汽管道需设置膨胀节或自然补偿弯头,避免热应力损坏设备。维护空间预留至少,便于阀门操作和检修。接地与防静电分气缸应接地,防止静电积聚。四、验收与记录填写安装记录表,包括焊缝检测报告、压力试验数据等。提交当地特种设备监督部门备案(如需)。常见问题处理振动异响:检查支架是否牢固,管道支撑是否合理。冷凝水积聚:疏水阀选型或安装不当,需调整疏水坡度或更换疏水阀。通过规范安装和定期维护,分气缸可有效提高蒸汽系统的稳定性和能效。如有复杂工况(如高压、高温),建议由专业压力容器安装单位实施。 苏州张家港建设工程安装怎么选凭借丰富经验,港陆安装工厂天然气管道。

业管道安装是一项系统化工程,主要分为前期准备、管道预制、现场安装和验收四个阶段,需严格遵循GB/T20801等国家标准。1.前期准备根据设计图纸进行技术交底,核对管材、阀门、法兰等材料的规格型号,检查外观质量(无裂纹、锈蚀等)。完成焊接工艺评定(WPS/PQR),确定坡口形式(V型、U型等)和焊接参数。2.管道预制在车间采用机械切割(等离子或锯床)下料,坡口加工精度需符合。预制段长度需考虑运输和吊装条件,焊口预留150mm以上调整余量。预制完成后标注管线号、焊口编号。3.现场安装支架安装:按间距要求(如DN150管道≤)固定滑动/固定支架,确保自由伸缩。组对焊接:采用氩弧焊打底(GTAW)+焊条填充(SMAW),层间温度控制在150℃以下,重点监控合金钢管道预热(如P91需200-250℃)。阀门安装:法兰连接时使用力矩扳手对称紧固,安全阀需垂直安装。4.压力试验与验收液压试验压力为设计压力的(气压试验为),保压时间≥10分钟。不锈钢管道需进行酸洗钝化,后面提交射线检测(RT)报告和管道轴测图归档。整个过程中需全程控制清洁度(特别是氧气管道的脱脂处理),并做好焊接记录(每道焊口可追溯)。
压力试验液压试验:试验压力为1.5倍设计压力(且≥0.1MPa),保压时间≥10分钟。气压试验:试验压力为1.15倍设计压力,需采取安全防护措施。泄漏性试验:用于易燃易爆管道,采用肥皂水或氦检漏。吹扫与清洗采用压缩空气吹扫(忌油管道需脱脂处理)或水冲洗,直至出口清洁度达标。四、竣工验收资料归档包括材料质保书、焊接记录、无损检测报告、压力试验报告等。系统调试逐步升压至工作压力,检查阀门、法兰密封性。...............工厂天然气管道铺设,港陆尽显专业风范。

材料存放需防潮、防变形,不锈钢管道应避免与碳钢接触(防止渗碳)。施工机具与人员资质确保焊机、切割机、起重设备等状态良好。焊工、无损检测人员需持证上岗(如TSGZ6002特种设备作业人员证)。二、管道安装流程管道切割与坡口加工采用机械切割或等离子切割(避免碳钢管道氧乙炔切割后未打磨氧化层)。坡口角度、钝边需符合焊接工艺评定要求。组对与焊接组对时检查错边量(一般≤1.5mm)、对口间隙,使用夹具固定。焊接需按工艺卡执行,控制层间温度、焊材烘干(如低氢焊条需350℃烘干)。重要焊缝需标注焊工代号,便于追溯。管道支撑与固定安装支吊架,确保间距符合规范(如GB/T17116),避免管道下垂或热位移受阻。滑动支架、导向支架需预留位移空间。专注蒸汽管道安装,张家港港陆值得托付。苏州张家港建设工程安装价格
工厂天然气管道安装,港陆专业优势突出。苏州给排水管道工程安装价格
压力管道的安装是一个技术要求高、危险性大的工程过程,必须严格按照相关标准和规范(如GB/T20801、ASMEB31.3等)执行。以下是压力管道安装的主要步骤和注意事项:一、安装前准备设计审查与技术交底核对设计图纸、工艺要求,确认管道材质、规格、压力等级等参数。进行施工方案编制和安全技术交底,明确焊接工艺、无损检测要求等。材料验收与保管检查管道、管件、阀门、法兰等材料的质量证明文件(如合格证、材质报告)。核对材料标识(如材质、壁厚、压力等级),避免错用。苏州给排水管道工程安装价格

张家港港陆建设安装工程有限公司将工程安装作为建设项目实施的关键环节。该服务体系涵盖设计深化优化、设备定位校准、管线系统集成、调试验证等全周期实施内容,涉及工业装备设置、电气系统配置、工艺管路建设等多技术领域。建立多层级质量保障机制:材料入场执行材质成分光谱分析及压力试验双重验证(符合GB/T2085标准),关键工序实施双向确认流程(通过率100%),系统调试采用闭环参数校验方法。在重工业项目实施中,重型生产线设备工程安装定位公差持续稳定在±0.03mm范围(优于JB/T5000规范),设备联调验收合格率维持在98.5%-99.2%区间。项目管理运用PERT技术结合预警响应平台,重大节点实施72...
- 张家港消防管道工程安装厂家 2026-03-18
- 江苏蒸汽管道工程安装 2026-03-18
- 苏州燃气报警器工程安装团队 2026-03-18
- 张家港消防管道工程安装团队 2026-03-18
- 建设工程安装哪家好 2026-03-18
- 苏州张家港消防管道工程安装价钱 2026-03-17
- 江苏工业管道工程安装厂家 2026-03-17
- 江苏消防管道工程安装标准 2026-03-17
- 苏州消防管道工程安装需要操作证吗 2026-03-12
- 张家港管道工程安装价钱 2026-03-12



- 江浙沪燃气报警器工程安装公司 2026-03-12
- 张家港工程安装价格 2026-03-12
- 苏州张家港工业管道工程安装多少钱 2026-03-12
- 江浙沪特种设备工程安装团队 2026-03-12
- 江苏燃气报警器工程安装需要操作证吗 2026-03-12
- 张家港压力管道工程安装团队 2026-03-12





- 扬州天然气探测器型号大全 03-21
- 衢州压力管道安装 03-21
- 苏州天然气电磁阀DN80 03-21
- 绍兴快速响应天然气探测器多少钱 03-21
- 宁波铝合金电磁阀厂家 03-21
- 上海铝合金电磁阀批发 03-21
- 淮安工厂管道安装公司 03-21
- 常州可燃气体天然气探测器现货 03-21
- 上海螺纹电磁阀公司 03-21
- 嘉兴常闭型电磁阀DN25 03-21