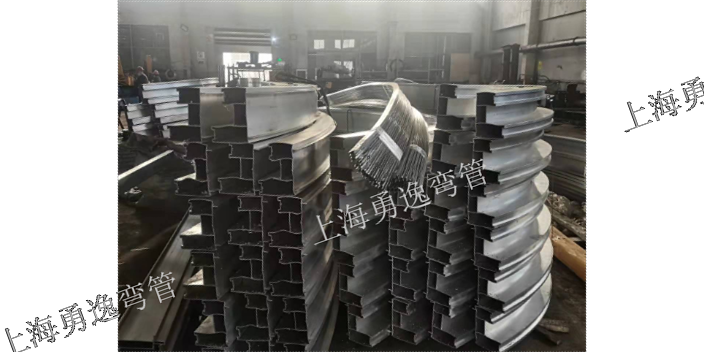
上海勇逸弯管有限公司是专业从事型材拉弯、中频热弯、抽芯弯管等工艺的研究,各种金属型材弯曲产品生产的专业化中型企业。目前公司在上海(浦东,宝山,奉贤)、安徽、山东直接投资设厂及设办事处,专业承接各种型材弯曲,来料加工及定单加工,量大时,在全国范围内可流动作业,目前可加工型材截面6MM-2000MM,公司拥有比较大管径2米的大型遥控顶弯机两台2台,其比较大推力在2000T、1500T,大型液压拉弯机8台(比较大加工截面600mm),拥有630kw、200kw中频热弯机,能热弯φ1米以下的大圆管,价值100万的89型全自动弯管机器1台。带芯棒式搂控弯管机7台,管端成型机2台,三辊型材卷弯机2台,七辊型材卷弯机1台,金属管材圆锯机2台,80型自动缩管机1台,具备业内加工面各种的多种弯圆设备,弯管产品分布于造船,汽车,锅炉,石油化工,家具,机械制造,装潢,金属结构,幕墙装饰等行业。汽车排气管、进出气管、水管、油管等管路,钢家具健身器材。直销上海金山奉贤供铝型材拉弯加工生产工艺

上海勇逸弯管有限公司位于上海市奉贤区洪庙镇洪兰路376号,环境优越,交通便利。上海勇逸弯管有限公司产主销的固/汽/水管道设备零部件广泛应用与(核电·火电·风电·水电·石油化工·船舶·食品医药·造纸印刷·污水处理)等等;经营产品有:弯管加工,拉弯加工,中频大弯,高压弯管,厚壁弯管,异型弯管,煨制弯管,合金弯管,90度弯管,推制弯管,碳钢弯管,上海弯管加工我公司以精制质量的产品和良好的服务树立企业形象,以合理的价格赢得市场,以科技为先导,倾尽全力开拓新产品,树立精益求精、追求完美的企业精神。公司秉承“顾客至上,锐意进取”的经营理念,坚持“好品质”的原则为广大客户提供质量的服务。欢迎惠顾!直销上海金山奉贤供铝型材拉弯加工生产工艺上海浦东弯圆厂联系电话。
锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
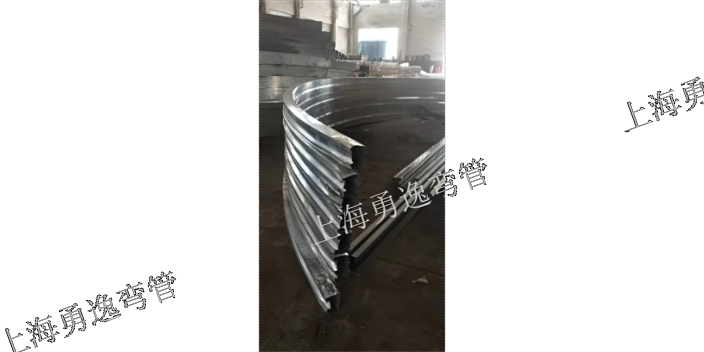
目前在实际很多钢结构项目上,作为建设方又想节约资金,又想确保工程的质量,这看似矛盾的问题,其实好好在选用材料上多选用些性价比高的材料,也能很好解决。小编简单总结下网架钢结构的选材技巧都有哪些方面。由于我国钢产量已经突破两亿吨,钢材品种更趋于多样化。各种新型建材,如轻质保温墙板彩涂压型钢板楼承板等不断开发出来并推广应用。在本公司极具经验的建筑类大跨度网架弯弧工程及桥梁弯弧钢结构工程中,本公司所加工的弯弧产品一致受到客户好评。勇逸在市场里诞生,在竞争中发展,在旧的世纪内积累,在新的世纪内壮大。十多年的生产历史,市场化的竞争机制,铸就了一个技术、经验丰富、设备精良、品种齐全、质量可靠的金属型材弯曲企业。展望未来,勇逸愿与所有客户精诚合作共同发展。武汉贤弯管厂加工弯管一条龙服务。
刻蚀1h表面粗糙度(Ra)可达到±μm,刻蚀2hRa为±μm,比单独喷砂的Ra(±μm)提高一倍多,其粘结强度提高了30%。2:抗高温氧化的表面处理:为了防止钛在高温下的急剧氧化,在钛表面形成钛硅化合物及钛铝化合物,可防止钛在700℃以上温度下的氧化。这种表面处理对钛的高温氧化非常有效,也许钛表面涂覆这类化合物,对钛瓷结合有利,仍须进一步研究。锆(Zirconium)是一种化学元素,它的化学符号是Zr,它的原子序数是40,是一种银白色的过渡金属。锆的表面易形成一层氧化膜,具有光泽,故外观与钢相似。有耐腐蚀性,但是溶于氢氟酸和王水;高温时,可与非金属元素和许多金属元素反应,生成固体溶液化合物。锆的可塑性好,易于加工成板、丝等。锆在加热时能大量地吸收氧、氢、氮等气体,可用作贮氢材料。锆的耐蚀性比钛好,接近铌、钽。锆与铪是化学性质相似、又共生在一起的两个金属,且含有放射性物质。地壳中锆的含量居第20位,几乎与铬相等。自然界中具有工业价值的含锆矿物,主要有锆英石及斜锆石。1789年,化学家克拉普罗特从锡兰锆石中抽取了一种新的氧化物,一提纯锆的氧化物;不久,法国化学家德毛沃和沃克兰两人都证实克拉普罗特的分析是正确的。锆的存在被肯定。拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机。宝山区销售上海金山奉贤供铝型材拉弯加工
上海医疗配件不锈钢弯管联系方式。直销上海金山奉贤供铝型材拉弯加工生产工艺
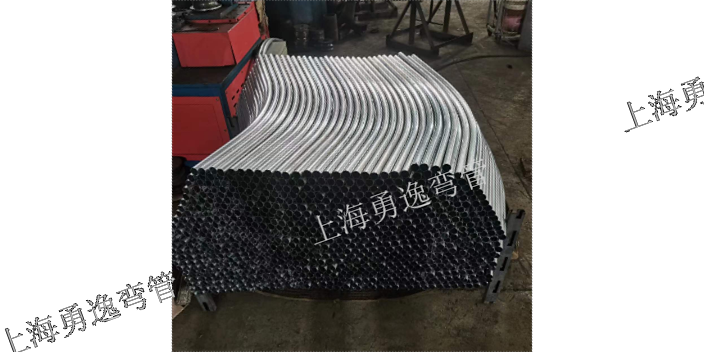
在管道铺设工程方面,由于地形多变,热弯管的应用十分广范和重要,而且在实地施工上对热弯管的曲率半径范围要求很广。但现在的热弯管生产企业中,对钢管热弯成型的工艺方法是先将钢管安装在导向辊装置上,通过旋臂回转装置上的丝杠丝母传动装置调整好弯管需要的弯曲半径,同时旋臂上夹紧座夹紧钢管突出中频感应加热圈的部分,然后采用中频感应加热圈对钢管加热到一定温度后进行弯曲,弯曲时以液压为动力,由推送装置把钢管向前推出,钢管受旋臂约束,则沿调整好的弯曲半径在加热处发生变形而弯曲,从而获得所需弯管管件。但这样的方法会受到机组旋臂回转半径、生产场地的面积的局限,不能生产大半径规格弯管,一般只能生产比较大弯曲半径为9mIOm的弯管。发明内容本发明的目的在于克服现有技术的不足之处,而提供一种减少成型机组的占地面积,可生产任意弯曲半径的钢管弯管热弯成型工艺及设备。本发明的目的是通过以下措施来达到的先将需弯曲的钢管吊放到工位上,再由推送装置把钢管推出,伸出至中频感应加热圈前,导向辊装置的两组导向辊夹紧钢管,在垂直于钢管推出方向安装有水平弯管成型进给装置,并将进给装置上的侧推辊轮调整好与管端外圆接触。 直销上海金山奉贤供铝型材拉弯加工生产工艺