- 品牌
- 集才
- 型号
- 不锈钢水管
- 生产方法
- 焊接钢管
- 生产工艺
- 冷轧管
- 截面形状
- 圆管
- 连接方式
- 卡压式,焊接式,快接法兰式
- 用途
- 多种用途,工业,医用,通用,化工,机械,建筑,五金,模具
- 直径
- 6mm,32mm,8mm,40mm,10mm,12mm,14mm,16mm,20mm,25mm,DN15-DN300
- 厚度
- 0.6mm-4mm
- 长度
- 6000mm
- 执行标准
- 国标,欧标
- 质量等级
- A级
- 加工定制
- 是
- 是否进口
- 否
- 仓库
- 乐从仓
- 仓库所在城市
- 乐从
- 配送服务
- 可配送到厂
- 规格
- Ф10*1-2,Ф14*1-4,Ф20*1-5,Ф30*2-8,Ф40*2-8,Ф530*8-50,Ф73*3-10,Ф102*2.5-18,Ф140*3-20,Ф219*4-35,Ф32*2-8,Ф42*2-8,Ф57*2-10,Ф76*2-16,Ф8*1-2,Ф60*2-10,Ф426*8-50,Ф325*5-40,Ф22*1-5,Ф152*3-20,Ф108*2.5-18,Ф114*2.5-18,Ф159*3-25,Ф245*5-35,Ф34*2-8,Ф45*2-8,Ф63*2-10,Ф80*2-16,Ф12*1-3,Ф16*1-4,Ф25*1.5-5,Ф355*7-40,Ф456*8-50,Ф630*10-40,Ф83*2-16,Ф120*3-18,Ф168*3-30,Ф27*2-5,Ф36*2-8,Ф48*2-8,Ф65*3-10,Ф89*2-16,Ф127*3-18,Ф18*1-4,Ф273*5-40,Ф377*8-45,Ф50*2-8,Ф68*3-10,Ф95*2.5-16,Ф133*3-18,Ф180*3-30,Ф28*2-5,Ф38*2-8,Ф51*2-8,Ф70*3-10
- 厂家
- 集才
- 产地
- 广东
不锈钢水管以其出众的内壁特性,为用户提供了更为清洁、健康的用水环境。其内壁光滑如镜,有效减少了水流阻力,使得水流通畅无阻,同时降低了积垢的可能性。即便长期浸泡在水中,不锈钢水管的材质特性也确保了它不会成为细菌滋生的温床。相反,其自洁功能使得管道内壁能够自然排斥污垢和微生物,保持持久的清洁状态。这一特性不仅延长了管道的使用寿命,更为用户提供了更加安全、健康的用水体验,是现代家庭及公共建筑给排水系统的理想选择。大型商场的空调水系统采用不锈钢水管,能有效防止管道生锈,保证制冷效果。双卡压不锈钢水管联系方式

不锈钢水管以其出众的耐高温高压性能,在极端环境下依然能够保持稳定的工作状态,展现了其非凡的适应性和可靠性。无论是酷寒的-200°C低温环境,还是炽热的400°C高温场景,不锈钢水管都能游刃有余地应对,确保流体传输的连续性和安全性。这种温度适应性,使得不锈钢水管在化工、石油、食品加工等多个行业中得到广泛应用,特别是在需要处理高温蒸汽、腐蚀性介质等极端工况下,更是展现出了无可比拟的优势。因此,不锈钢水管成为了众多工程项目中不可或缺的关键部件,为各种复杂环境下的流体传输提供了坚实保障。河北不锈钢换热管公司不锈钢水管在生产过程中注重环保,减少了对环境的污染,符合可持续发展要求。

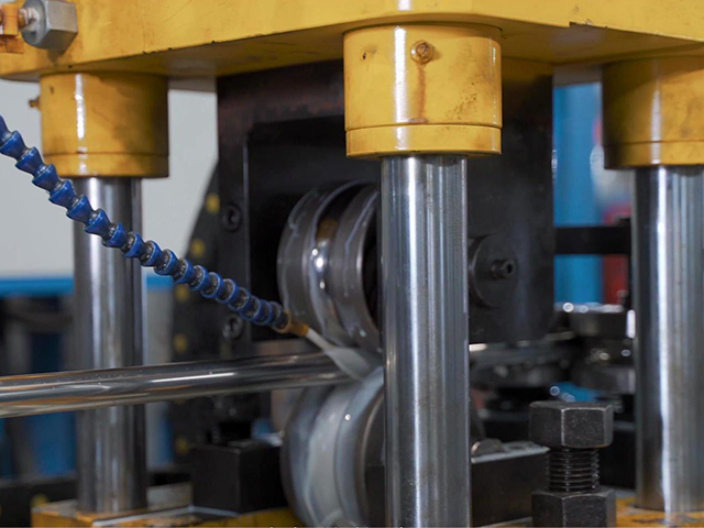
在焊接不锈钢水管的过程中,预热处理是一个根据具体情况而定的关键步骤。对于常规壁厚的不锈钢水管,由于其热传导性好且焊接变形风险相对较低,因此一般不需要进行预热处理,即可直接进行焊接操作。然而,当涉及到厚壁不锈钢水管时,情况就有所不同。由于厚壁材料热容量大,焊接时容易产生较大的残余应力和焊接变形,同时焊缝冷却速度过快也可能导致裂纹的产生。因此,在焊接前对厚壁不锈钢水管进行适当的预热处理就显得尤为重要。预热温度通常控制在100~150℃之间,具体数值需根据材料的厚度、成分以及焊接工艺的具体要求来确定。预热不仅可以有效减缓焊缝的冷却速度,降低焊接残余应力和焊接变形的风险,还有助于提高焊缝的塑性,减少裂纹的产生,从而确保焊接接头的质量和性能。在进行预热处理时,应严格控制预热温度和预热时间,避免过度预热导致材料性能的恶化。
在焊接工艺中,母材的熔化量是一个需要精确控制的参数。为了确保焊缝的质量和性能,通常要求母材的熔化量控制在焊缝断面面积的35%以下。这一要求的提出,主要是基于焊缝组织成分和性能的考虑。当母材熔化量过大时,焊缝中的铁素体含量可能会增加,从而影响焊缝的机械性能和耐腐蚀性。同时,过多的母材熔化还可能导致焊缝中出现夹杂物、气孔等缺陷,降低焊缝的可靠性。因此,在焊接过程中,焊工应密切关注母材的熔化情况,并通过调整焊接参数、焊枪角度等方式,将母材的熔化量控制在合理的范围内。同时,还需注意对焊缝进行必要的检测和评估,以确保焊缝的质量满足设计要求和相关标准。综上所述,母材的熔化量控制是焊接工艺中的重要环节之一。只有将其控制在焊缝断面面积的35%以下,才能确保焊缝的质量和性能达到良好状态。北方寒冷地区,不锈钢水管具有良好的抗冻性能,不会因低温而破裂漏水。

流体输送技术在多个关键工业领域中扮演着不可或缺的角色,特别是在乳制品、啤酒酿造、饮料生产、制药、生物技术、化妆品制造及精细化工等行业内,其重要性尤为凸显。这些行业不仅要求高效、稳定的流体传输能力,更对卫生标准有着极高的要求。因此,采用先进的不锈钢或食品级高分子材料制成的输送管道及泵阀系统,能够确保流体在传输过程中免受污染,维护产品的纯净度与安全性。同时,这些系统还需具备良好的耐腐蚀、易清洁特性,以适应各种复杂介质和环境条件,从而满足从原料处理到成品包装的每一个环节的高标准需求,保障产品的出众品质与消费者健康。主题公园的供水系统选用不锈钢水管,为游客提供了安全、可靠的用水保障。河北不锈钢换热管公司
不锈钢水管的连接方式多样,如卡压式、焊接式等,可根据不同场景灵活选择。双卡压不锈钢水管联系方式
在焊接不锈钢水管之前,确保工作区域的清洁是至关重要的,因为这直接关系到焊接的质量和产品的可靠性。不锈钢水管因其优良的耐腐蚀性和强度高,广泛应用于各种领域,包括供水系统、食品加工和化工装置等。然而,任何微小的灰尘、油污或其他杂质都可能对焊接过程造成不利影响,导致焊缝强度下降、气孔和裂纹的形成,甚至可能引发未来的泄漏风险。为了确保焊接工作的顺利进行,工作区域必须事先进行彻底的清洁。这包括清掉所有可见的灰尘和碎屑,使用适当的溶剂去除油脂和其他污染物,并保持环境干燥,以避免水分对焊接过程的影响。此外,操作人员还应穿戴干净的防护服和手套,以防止将外部杂质带入焊接区域。在进行焊接作业之前,还应检查焊接设备和材料的状况,确保它们处于良好的工作状态,并且与所使用的焊接工艺相匹配。通过采取这些预防措施,可以有限度地减少焊接缺陷,提高不锈钢水管的焊接质量和整体性能,从而确保其长期稳定运行和安全性。双卡压不锈钢水管联系方式
在核燃料后处理这一高度复杂且极具挑战性的领域,放射性液体的安全输送是关键环节,关乎操作人员的生命安全以及环境的稳定。薄壁不锈钢管凭借其出众的耐腐蚀、抗辐射性能,成为放射性液体输送的理想之选,为整个后处理过程构筑起一道坚实的安全防线。核燃料后处理过程中涉及的放射性液体,往往具有强腐蚀性,会对普通管材造成严重侵蚀,导致管道破裂、液体泄漏,进而引发放射性污染事故。薄壁不锈钢管化学性质稳定,能够抵御各种腐蚀性介质的侵蚀,即使在长期接触放射性液体的恶劣环境下,也能保持管道结构的完整性和密封性,有效防止泄漏情况的发生。同时,核燃料后处理场所存在强烈的辐射场,普通材料在辐射作用下容易发生性能劣化,增加泄漏风...
- 云南不锈钢水管现货批发 2026-03-18
- 浙江不锈钢穿线管规格 2026-03-18
- 浙江不锈钢扶手管厂家 2026-03-18
- 四川316不锈钢水管 2026-03-18
- 建筑用不锈钢水管现货 2026-03-18
- 江西不锈钢盘管制造 2026-03-17
- 江西不锈钢饮用水管采购 2026-03-17
- 浙江不锈钢换热管加工 2026-03-17
- 上海不锈钢饮用水管工厂定制 2026-03-17
- 河北热轧不锈钢水管 2026-03-17

- 上海不锈钢装饰管公司 2026-03-10
- 河北不锈钢旗杆加工厂家 2026-03-10
- 江西不锈钢穿线管加工厂 2026-03-10
- 北京不锈钢卫生管打样 2026-03-10
- 河北不锈钢扶手管专业生产 2026-03-10
- 江西不锈钢覆塑管支持定制 2026-03-10


- 浙江不锈钢扶手管厂家 03-18
- 四川316不锈钢水管 03-18
- 建筑用不锈钢水管现货 03-18
- 广东薄壁不锈钢管加工 03-17
- 河北无缝不锈钢管型号 03-17
- 焊接不锈钢管型号规格表 03-17
- 矩形不锈钢管工厂定制 03-17
- 江西不锈钢盘管制造 03-17
- 江西不锈钢饮用水管采购 03-17
- 浙江不锈钢换热管加工 03-17