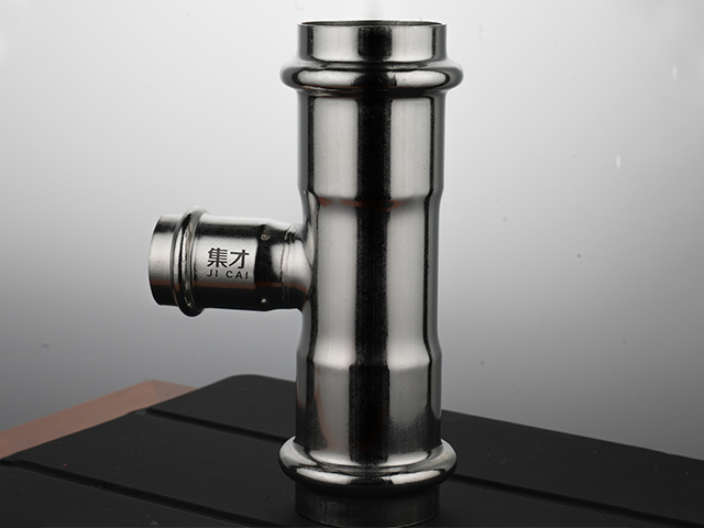
- 品牌
- 集才
- 生产方法
- 无缝钢管,焊接钢管
- 生产工艺
- 冷轧管,热轧管,冷拔管,挤压管
- 截面形状
- 圆管,方管,矩形管,椭圆管,异型管
- 连接方式
- 焊接式,热缩式,压缩式,卡压式,快接法兰式,环压式,螺纹式
- 用途
- 多种用途,五金,模具,工业,通用,医用,装饰,化工,机械,建筑
焊接是不锈钢管件制造中的关键环节,常见的焊接方法有TIG焊(钨极惰性气体保护焊)、MIG/MAG焊(金属惰性气体/活性气体保护焊)以及激光焊等。近年来,随着激光焊接技术的快速发展,其高精度、高效率、低热影响区的优势,使得不锈钢管件的焊接质量有了质的飞跃,特别是在高精度、薄壁管件制造中展现出巨大潜力。热处理工艺,如固溶处理、时效处理等,对提升不锈钢管件的力学性能和耐蚀性至关重要。表面处理技术,如抛光、钝化、电镀等,不仅美化了管件外观,更重要的是增强了其防腐蚀能力,延长了使用寿命。此外,随着智能制造技术的发展,自动化生产线、智能检测系统的引入,提高了不锈钢管件的生产效率和质量控制水平。316L耐酸碱性能优异,医疗设备首要选择。江西不锈钢平焊法兰生产商
耐腐蚀性是不锈钢管件尤为突出的优势之一。在不同的腐蚀环境中,如潮湿的空气、含有酸碱盐的水溶液、海洋环境等,不锈钢管件都能凭借其表面的钝化膜展现出强大的抗腐蚀能力。与普通碳钢或其他易腐蚀材质的管件相比,不锈钢管件的腐蚀速率极低,这不仅延长了管件自身的使用寿命,还降低了因腐蚀导致的管道泄漏、系统故障等风险,减少了维护和更换成本。在化工、食品加工、海洋工程等对耐腐蚀性要求极高的行业,不锈钢管件的这一优势尤为关键,是保障生产安全和系统稳定运行的重要因素。广东不锈钢异径三通-196℃深冷处理,液氮阀门管件,挑战极端低温不脆裂!

三通管件作为管道系统中的关键组件,发挥着不可或缺的分流或汇流作用。它巧妙地设计有三个开口,使得流体能够在三个方向上自由流动,从而实现了管道系统的灵活布局与高效运行。在需要三根管子汇集的场合,三通管件的作用尤为明显。以化工反应釜的进料口为例,多种原料需同时或按特定比例进入反应釜进行化学反应。此时,三通管件便成为连接各原料输送管道的理想选择。它能够将来自不同方向的原料管道汇合在一起,确保原料顺畅、无阻碍地进入反应釜,为化学反应的顺利进行提供有力保障。此外,三通管件还具备结构紧凑、安装简便、密封性好等优点。其紧凑的设计节省了管道系统的空间,使得整体布局更加合理;简便的安装方式则降低了施工难度,提高了工作效率;而良好的密封性则有效防止了流体泄漏,保障了管道系统的安全运行。因此,三通管件在化工、石油、天然气、水处理等多个领域得到了广泛应用,成为管道系统中不可或缺的重要部件。
焊接式不锈钢管件是管道连接领域中极为关键的一种类型,它凭借自身独特的连接方式与性能特点,在诸多对连接质量要求严苛的场景中占据着重要地位。焊接式不锈钢管件是通过直接焊接的方式来实现连接的。在施工过程中,专业的焊工利用高温电弧或气体火焰,使管件与管道接触部位的金属熔化并融合在一起,待冷却后便形成一个不可分割的整体。这种连接方式使得管件与管道之间的连接强度极高,能够承受巨大的压力、拉力以及各种复杂的应力,确保管道系统在长期运行过程中不会因连接部位松动而出现泄漏或损坏等问题。同时,焊接连接还具有良好的密封性。由于是金属直接熔合,不存在其他连接方式中可能出现的密封间隙,能有效阻止管道内介质的渗漏,保障管道系统的安全稳定运行。然而,焊接式连接的施工难度相对较大。它对焊工的技术水平要求极高,需要具备丰富的焊接经验和熟练的操作技巧。而且焊接过程容易受到环境因素的影响,如温度、湿度等。正因如此,焊接式不锈钢管件主要适用于对连接强度要求极高的场合,像核电站的冷却水管道、航空航天领域的燃料输送管道等。食品级不锈钢管件,符合卫生标准安全无毒。

在不锈钢管件制造领域,精密铸造技术堪称处理复杂形状管件整体铸造的“利器”,像熔模精密铸造、砂型铸造等都属于该技术范畴,为提升管件制造精度与效率立下汗马功劳。熔模精密铸造有着独特的优势。它先制作出与管件形状一致的蜡模,再在蜡模表面涂覆多层耐火材料形成型壳,随后将蜡模熔化排出,得到中空的型壳,浇注不锈钢液,待冷却凝固后即可获得高精度的管件。这种方法能准确的呈现复杂细节,尺寸精度高,表面粗糙度低,几乎无需后续加工,缩短了生产周期,提高了生产效率。砂型铸造则以成本较低、适应性广著称。它利用型砂和粘结剂制作砂型,通过合理的造型工艺,可铸造出各种复杂形状的不锈钢管件。虽然其精度相对熔模精密铸造略低,但对于一些对精度要求不是极高、批量较大的复杂管件,砂型铸造能有效降低成本,满足大规模生产需求。精密铸造技术凭借各自特点,让复杂形状不锈钢管件的制造不再困难,在保证质量的同时,提升了制造精度和效率,推动了不锈钢管件制造行业向更高水平发展。45度弯头优化管路布局,节省空间30%。河北不锈钢异径三通定制
90°弯头R=1.5D,流体转向更平缓。江西不锈钢平焊法兰生产商
焊接工艺堪称不锈钢管件制造流程中的关键环节,其质量优劣直接关乎管件的整体性能与使用安全性。在众多焊接方法中,TIG焊接、等离子焊接和激光焊接等凭借各自独特优势,成为不锈钢管件焊接的常用手段。TIG焊接,即钨极惰性气体保护焊,它利用钨极与工件间产生的电弧热来熔化母材和填充焊丝。焊接过程中,惰性气体如氩气形成保护氛围,有效隔绝空气,防止管件在高温下被氧化,从而保证焊缝质量。该方法适用于薄壁不锈钢管件的焊接,能获得美观、高质量的焊缝,且焊接变形小。等离子焊接是借助高温等离子弧进行焊接,其能量集中、穿透力强,可实现高速焊接。对于中厚壁不锈钢管件,等离子焊接能保证焊缝的致密性和强度,提高生产效率。激光焊接则利用高能量密度的激光束作为热源,具有焊接速度快、精度高、热影响区小等优点。它能准确控制焊接能量,实现不锈钢管件的微小间隙焊接,尤其适用于对焊接精度要求极高的精密管件制造。在实际生产中,需根据管件的材质、厚度、结构及使用要求等因素,合理选择焊接方法,严格把控焊接参数,确保焊接质量万无一失。江西不锈钢平焊法兰生产商
不锈钢管件的生产过程是一个集材料选择、成型加工、焊接、表面处理及质量检验于一体的复杂系统工程。从原材料的准备开始,就需根据使用环境和设计要求,精心挑选合适的不锈钢牌号,如304、316L等,这些牌号因其良好的耐腐蚀性、耐高温性和机械性能而被应用。成型加工是不锈钢管件生产的环节,包括锻造、铸造、冲压、弯曲等多种工艺。随着技术的进步,精密铸造和数控加工技术的应用日益广,不仅提高了生产效率,还明显提升了管件的尺寸精度和表面质量。焊接是不锈钢管件连接的关键技术,常见的焊接方法有TIG焊、MIG焊、激光焊等,其中激光焊因其热输入小、焊缝质量好、变形小等优点,在不锈钢管件制造中逐渐占据主导地位。表面处理对...
- 广东不锈钢等径直通定制 2026-04-16
- 江苏不锈钢平焊法兰打样 2026-04-16
- 浙江不锈钢90度弯头价格 2026-04-16
- 河南卡压式不锈钢管件 2026-04-16
- 江苏不锈钢三通批发 2026-04-16
- 广东不锈钢90度外牙弯头规格 2026-04-16
- 广东不锈钢管件规格 2026-04-16
- 广东不锈钢90度弯头现货批发 2026-04-16
- 广东不锈钢90度弯头供应商 2026-04-16
- 浙江不锈钢支架专业生产 2026-04-16


- 江西不锈钢四通接头 2026-04-16
- 江苏不锈钢异径三通支持定制 2026-04-15
- 江西不锈钢对焊法兰打样 2026-04-15
- 河北不锈钢内牙短弯头加工厂 2026-04-15
- 浙江不锈钢四通现货 2026-04-15
- 四川不锈钢四通接头 2026-04-15




- 江苏不锈钢三通批发 04-16
- 广东不锈钢90度外牙弯头规格 04-16
- 广东不锈钢管件规格 04-16
- 上海不锈钢水管批发 04-16
- 河北不锈钢无缝管型号 04-16
- 广东不锈钢90度弯头现货批发 04-16
- 广东不锈钢90度弯头供应商 04-16
- 浙江不锈钢支架专业生产 04-16
- 广东不锈钢异径四通供应 04-16
- 江苏不锈钢外牙直通支持定制 04-16