单头倒角机作为金属加工领域的得力助手,以其出色的性能为各类工件的倒角处理提供了可靠保障。该设备专为金属或非金属的管材、棒料等型材设计,能够精细地对工件的一端进行倒角、去毛刺及端面修整作业。独特的单工位设计,使其在处理单个工件时,能够集中力量进行精细化加工,确保每一次倒角都能达到理想的效果。无论是内角、外角还是端面,单头倒角机都能凭借其精密的结构与先进的技术,实现高质量的加工,为后续的装配与使用奠定良好基础。在加工过程中,单头倒角机采用了先进的进刀控制技术,通过快进刀快速接近工件,再以慢速工进的方式完成倒角操作,这样既保证了加工效率,又能使工件表面达到极高的光洁度。在找易于维护的单头倒角机?简单维护流程,降低维护难度与成本!河北苏州倒角机品牌
在追求加工精度的现代工业领域,全自动倒角机凭借其精密的机械结构和先进的加工技术,成为保障工件加工精度的可靠选择。设备采用高精度的导轨和丝杆传动系统,配合精密的伺服电机驱动,能够实现极其精细的运动控制,确保刀具在加工过程中沿着精确的轨迹运行,将加工误差控制在极小的范围内。同时,全自动倒角机还配备了高精度的定位夹具,能够根据工件的形状和尺寸进行自适应调整,确保工件在加工过程中始终保持稳定的位置,有效避免了因工件晃动而导致的加工精度下降问题。此外,设备在设计时充分考虑了热变形、振动等因素对加工精度的影响,通过优化机械结构和采用先进的减震技术,进一步提高了设备运行的稳定性,从而保证了每一次倒角加工都能达到理想的精度要求,为生产高质量的工件奠定了坚实基础。广东精密倒角机品牌想选一款抗结垢的单头倒角机?抗结垢设计,减少污垢,维持设备性能!

单头倒角机在加工过程中,刀具容易出现崩刃、断裂等损坏情况,这不仅会增加刀具成本,还会影响加工进度。刀具损坏的原因主要与刀具材质、加工参数以及工件材质等因素有关。如果刀具的材质选择不当,无法适应所加工工件的硬度与韧性,在切削过程中就容易出现崩刃、断裂现象。例如,使用硬度较低的刀具加工硬度较高的金属材料时,刀具刃口会迅速磨损,进而导致崩刃。加工参数设置不合理也是一个重要原因。切削速度过高、进给量过大等都会使刀具承受过大的切削力,增加刀具损坏的风险。
在现代工业加工中,单头倒角机以其独特的优势成为不可或缺的设备之一。它针对金属或非金属管材、棒料的一端加工需求而生,具备强大的倒角、去毛刺及端面修整能力。单头倒角机的设计充分考虑了实际生产中的各种情况,通过优化的机械结构和先进的控制系统,实现了高效稳定的加工。其送料模式丰富多样,既可以采用振动盘自动列料,实现自动化生产,提高生产效率;也支持机械手送料,满足不同批量的加工需求;同时还保留了手动排料方式,方便小批量或特殊工件的加工。此外,单头倒角机的刀盘采用标准化刀片系统,数控刀片可替换,更换过程简单快捷,且刀片寿命长,有效降低了刀具成本,同时动力头经过时效处理,换工装后无需重复调校同心度,有效减少了停机时间,提高了设备的利用率。寻找轻量化的单头倒角机?轻质材料,减轻重量,便于移动与操作!

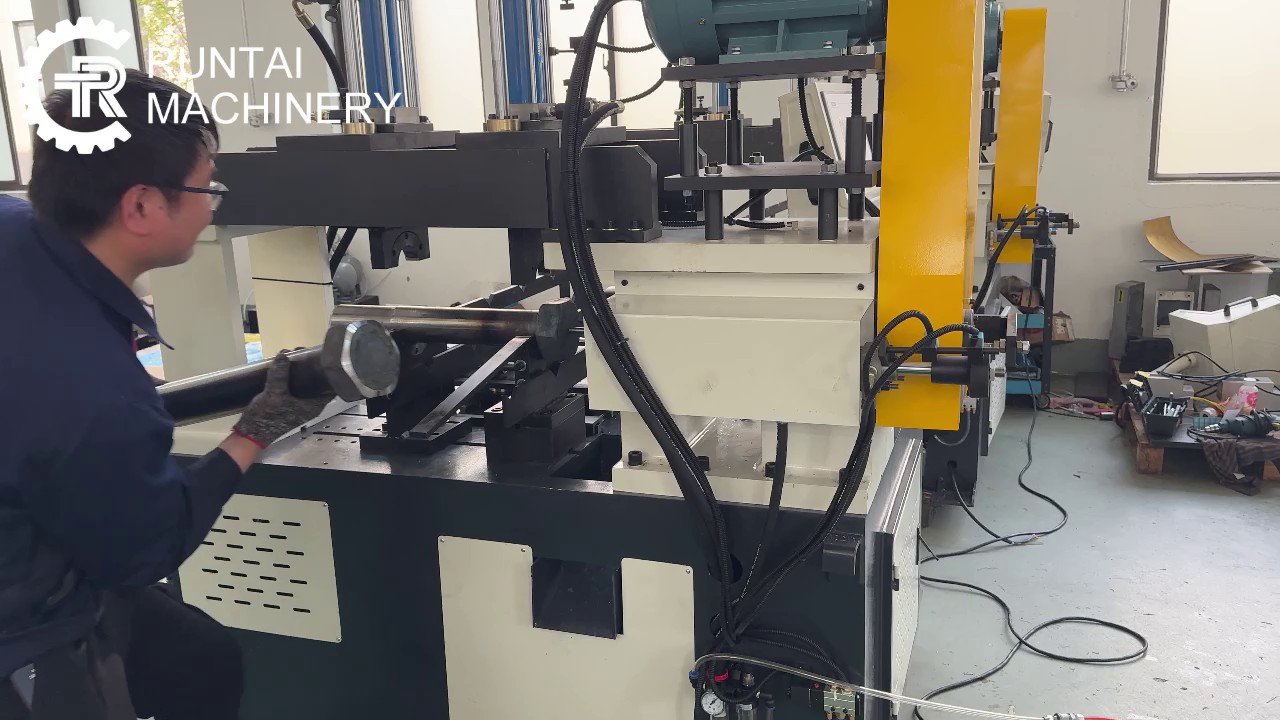
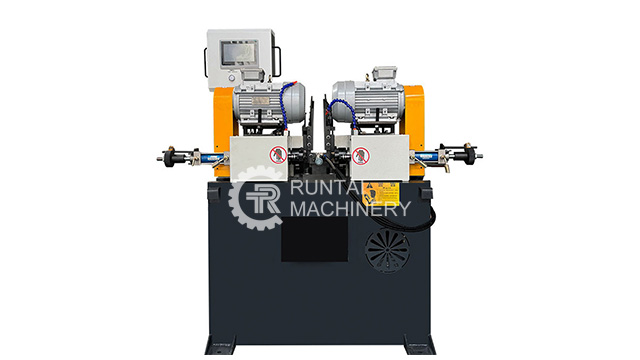
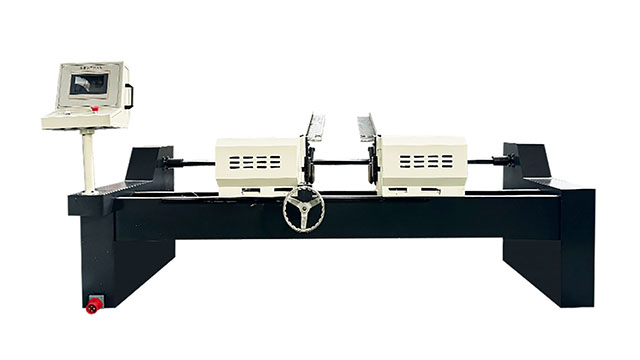
双头倒角机功能特点介绍
双头倒角机是一种高效自动化设备,对金属或非金属管材、棒料的两端同步进行倒角、去毛刺及端面修整。通过双工位设计,可一次性完成工件两端的加工,大幅提升生产效率,尤其适合大批量连续生产场景。主要功能与技术特点双端同步加工同时处理工件两端的内角、外角及端面,单件加工时间需 3-10秒(视管径与厚度而定),效率较单头设备提升一倍以上。支持圆管、实心圆棒等多种型材,适用外径范围 Φ8–100mm(如RT-100FA液压型可达Φ100mm),稳定性采用自定心夹具与精密导轨,确保加工同心度,长度公差可控制在 ±0.05mm 以内,垂直度误差≤0.05mm。双段进刀控制:快进刀接近工件,慢速工进完成倒角,兼顾效率与表面光洁度。智能化与自动化PLC+触摸屏控制系统:支持参数灵活调整(如进刀速度、夹紧力),具备故障自诊断功能,降低操作难度。多种送料模式:振动盘自动列料、机械手送料或手动排料,适应不同批量需求,避免薄壁管变形。模块化设计与维护便捷标准化刀片系统:刀盘采用可替换式数控刀片,更换简易且寿命长,降低刀具成本。动力头经时效处理,换工装后无需重复调校同心度,减少停机时间。 想提升倒角稳定性从单头倒角机开始?稳定结构与性能,保障倒角过程平稳!广东精密倒角机品牌
在找防火的单头倒角机?防火材料,具备阻燃性能,提高使用安全性!河北苏州倒角机品牌
单头倒角机是一种专门用于对金属或非金属圆棒类工件(如棒材、管材、轴类零件等)的端面进行倒角或去毛刺加工的自动化设备。其主要特点是一次装夹,单端作业。工作原理:装夹定位:圆棒工件通过V型槽、气动/液压夹具或三爪卡盘等方式被牢固且夹持在设备工作台上。刀具选择与进给:设备配备一个动力头(单头),动力头上安装有适合圆棒倒角的刀具(常见为成型倒角铣刀或硬质合金旋转锉刀)。动力头在程序或机械结构控制下,沿着预设的路径(通常是垂直于工件轴线或按设定角度)向圆棒端部进给。切削加工:高速旋转的刀具接触到圆棒端面边缘,按照设定的角度(如C角、R角)和深度进行切削,去除锐边毛刺,形成光滑、均匀的倒角面。完成与复位:达到设定倒角尺寸后,刀具自动退离工件,完成一个端面的加工。操作员或自动送料机构取下已加工工件并放置新工件,准备下一次加工。河北苏州倒角机品牌