- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
螺杆真空泵振动超标(通常指振动值>2.8mm/s)会导致密封件损坏、管路松动,主要原因有四类。一是安装问题:设备底座水平度误差超 0.1mm/m,或地脚螺栓未均匀紧固(扭矩偏差>10%),导致运行时产生共振;二是转子失衡:转子表面附着杂质(如粉尘、结垢),或长期运行后出现磨损,导致动平衡精度下降(超 G6.3 级);三是轴承故障:轴承磨损(径向游隙超 0.05mm)或润滑脂失效,运行时产生异常振动;四是管路匹配不当:进气 / 排气管路直径过小(流速>20m/s)或管路支撑不足,导致气流脉动引发振动。解决方法对应为:用水平仪校准底座(误差≤0.05mm/m),按规定扭矩紧固地脚螺栓;拆解转子进行动平衡校正(达到 G2.5 级),清洁表面杂质;更换磨损轴承,补充合格润滑脂;更换大口径管路(流速控制在 15m/s 以下),增加管路支架间距≤1.5m。处理后振动值可降至 1.5mm/s 以下。干式螺杆真空泵的节能改造可采用变频电机,根据压力需求调节转速,节能 15%-20%。甘肃螺杆真空泵维修
化工反应釜抽真空过程中,螺杆真空泵需应对 “易燃易爆”“强腐蚀性”“压力骤变” 等安全风险,设计需包含三重防护。一是防爆设计,电机采用 Ex d IIB T4 Ga 防爆等级,定子绕组采用耐温 180℃的绝缘材料,电气部件密封在隔爆外壳内,避免火花引燃可燃气体(如甲烷、乙烯);二是压力保护,设置双重安全阀(爆破压力 0.2MPa)与压力开关,当系统压力低于 0.1kPa(避免负压过大损坏反应釜)或高于 0.15MPa(防止气体倒灌)时,自动停机并触发声光报警;三是应急处理,配备氮气置换接口,当可燃气体浓度传感器检测到浓度超下限 10% 时,立即通入氮气(流量≥10m³/h)稀释,同时关闭进气阀门,防止危险气体继续进入泵腔。某化工企业应用该设计设备,在苯乙烯聚合反应釜抽真空泄漏事故中,30 秒内将可燃气体浓度降至安全值以下,避免安全事故。吉林螺杆真空泵原理小型生产线常用抽速 50m³/h 螺杆泵。
医药无菌生产(如注射剂制备)对螺杆真空泵的污染控制要求极高,需从设备设计、运行管理、清洁灭菌三方面制定措施。设备设计上,与气体接触的部件采用 316L 不锈钢材质,表面粗糙度 Ra≤0.2μm,减少微生物附着;密封结构采用双机械密封,中间腔通入无菌氮气,形成正压屏障,防止外界污染侵入;设置在线清洁(CIP)接口,可通过高温纯化水(80℃-85℃)对泵体内腔进行循环冲洗,去除残留物料。运行管理中,需建立无菌操作规范,操作人员需穿戴无菌服、手套,避免人为污染;设备运行记录需详细记录运行参数、清洁时间,实现可追溯。清洁灭菌后,需进行无菌检测,采用培养基模拟灌装试验,确保设备内表面无菌度达到 10⁻⁶级别。某制药企业通过这些措施,使螺杆真空泵满足了 GMP 无菌生产要求,连续 12 个月无菌检测均合格,未出现因设备污染导致的产品质量问题。
在工业生产能耗成本不断攀升的背景下,螺杆真空泵的节能特性成为企业选型的重要考量因素。与传统的滑阀真空泵、罗茨真空泵相比,螺杆真空泵采用高效的容积式抽气结构,电机运行时的能量转化效率更高,在相同抽气速率下,其功率消耗通常可降低20%~30% 。此外,许多新型螺杆真空泵配备了变频调速系统,能根据实际真空度需求自动调节电机转速,避免设备在满负荷状态下持续运行造成的能源浪费。例如,在食品包装行业,当真空包装机完成一批产品包装后,真空度需求降低,变频系统可自动降低电机转速,此时能耗*为满负荷运行时的 50% 左右。长期来看,节能特性不仅能为企业大幅降低电费支出,还能减少设备的散热损耗,延长电机等**部件的使用寿命,进一步降低设备的维护成本和更换成本。螺杆泵配件更换需用原厂部件。

不同工业工艺对螺杆真空泵的抽气速率需求差异较大,需通过合理调节实现精细适配。对于需快速建立真空环境的工艺(如真空压铸),可采用 “全速启动 + 阶梯降速” 模式,启动时以最高转速运行,待真空度达到工艺要求的 80% 后,逐步降低转速至维持真空所需的比较低值,既缩短抽真空时间,又减少能耗;对于真空度波动敏感的工艺(如半导体薄膜沉积),需采用 “恒真空度控制”,通过压力传感器实时监测系统真空度,反馈调节电机转速,使真空度波动控制在 ±0.02Pa 范围内;对于间歇性抽气需求的工艺(如真空包装),可设置 “定时启停” 模式,根据生产节拍自动启停设备,避免无效运行。某电子元件厂通过抽气速率调节优化,使螺杆真空泵的能耗降低 28%,同时真空度稳定性提升,产品合格率从 96% 提高至 99.5%。半导体刻蚀环节离不开其稳定抽气。LG等螺距螺杆真空泵采购
半导体设备配套螺杆泵需高洁净度。甘肃螺杆真空泵维修
锂电池极耳焊接(如激光焊接)工艺中,螺杆真空泵需为焊接区域提供稳定的低真空环境,避免空气影响焊接质量。首先,需快速建立真空环境,将焊接腔真空度从大气压降至 10⁻²Pa 以下的时间≤2 分钟,确保焊接效率;其次,真空度稳定性需控制在 ±0.1Pa 范围内,避免因真空度波动导致激光能量衰减或焊接部位氧化。为保障真空环境,需做好三方面工作:一是真空系统密封,采用金属密封垫片(如铜垫片),密封面粗糙度 Ra≤0.4μm,漏率≤1×10⁻⁹Pa・m³/s;二是焊接腔清洁,定期清理焊接产生的金属粉尘,防止粉尘堵塞气道或进入泵体;三是设备适配,根据焊接腔容积选择合适抽速的真空泵,抽速余量预留 30%,确保抽气能力充足。某锂电池厂通过螺杆真空泵保障的真空环境,极耳焊接的虚焊率从 3% 降至 0.5%,焊接强度提升 15%,满足了锂电池高可靠性的要求。甘肃螺杆真空泵维修
马德宝真空设备集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马德宝真空设备集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
将螺杆真空泵作为前级泵,与罗茨真空泵串联组成罗茨螺杆真空机组,是实现大抽速、高真空的典型配置。在这种机组中,罗茨泵作为主泵或中间级泵,在较高真空度下提供大抽气速率;螺杆泵作为前级泵,维持罗茨泵的出口压力并终将气体排至大气。两者的优势互补:罗茨泵弥补了螺杆泵在中真空区间抽速相对较小的不足,螺杆泵则提供了洁净的预备真空环境。根据工艺需求,可选2段式或3段式机组,甚至采用变螺距螺杆泵与罗茨泵的进一步优化组合。例如,SBJR系列采用罗茨泵+变径变距螺杆泵的多段抽空机组,更加节能、低噪,适用于锂电新能源、光伏、半导体等制造领域。这种机组配置可在从大气压至高真空的整个压力范围内保持高效率抽气,极限压力...
- 湖南干式螺杆真空泵价格 2026-05-12
- 螺杆真空泵头部企业/厂家 2026-05-12
- 福建干式螺杆真空泵报价 2026-05-12
- 永磁变频螺杆真空泵厂家 2026-05-12
- 陕西国产螺杆真空泵 2026-05-12
- 浙江永磁变频螺杆真空泵真空系统 2026-05-12
- 天津螺杆真空泵供应商推荐 2026-05-12
- 内蒙古螺杆真空泵选购建议 2026-05-12
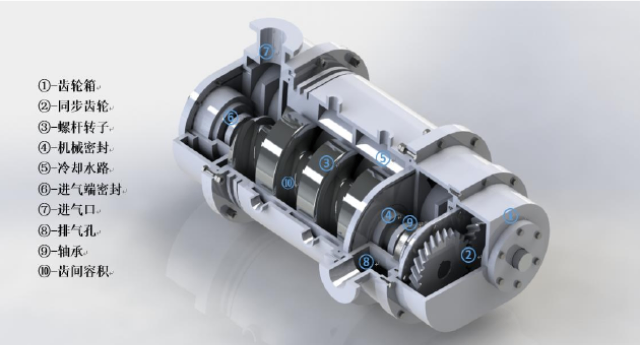
- 山西螺杆真空泵结构图 2026-05-12
- 浙江罗茨螺杆真空泵原理 2026-05-12


- 贵州螺杆真空泵厂家报价 2026-05-12
- 陕西双螺杆真空泵 2026-05-12
- 天津螺杆真空泵靠谱厂家 2026-05-12
- 浙江老牌螺杆真空泵哪个型号好 2026-05-12
- 江西马德宝螺杆真空泵供应商 2026-05-12
- 北京干式无油螺杆真空泵哪个型号好 2026-05-12





- 台州实力真空泵厂家售后 05-19
- 重庆真空系统口碑推荐 05-19
- 浙江三叶罗茨真空机组 05-19
- 节能改造真空系统 05-19
- 陶瓷烧结用真空系统供货价格 05-19
- 云南往复罗茨真空机组 05-19
- 自动化智能真空系统改造厂家 05-19
- 无油真空系统制造 05-19
- 江西造纸行业用真空系统 05-19
- 内蒙古造纸行业用真空系统 05-19