- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
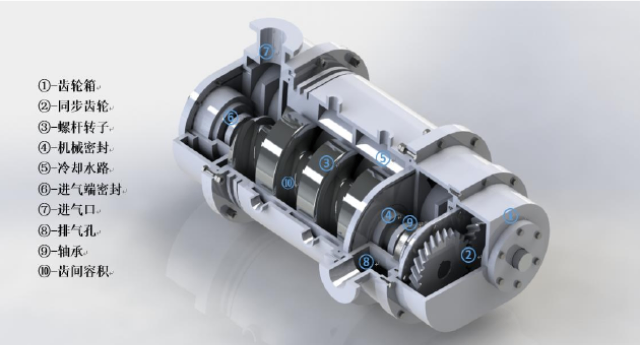
当螺杆真空泵用于处理腐蚀性气体(如盐酸、氨气、氟化物)时,需在泵体内腔、转子表面喷涂防腐涂层,延长设备使用寿命。常用的防腐涂层包括聚四氟乙烯(PTFE)涂层、陶瓷涂层、镍基合金涂层。聚四氟乙烯涂层耐腐蚀性强,可耐受多数酸碱介质,但耐高温性较差(长期使用温度≤260℃);陶瓷涂层硬度高(HV≥800),耐磨损、耐高温(≤800℃),但韧性较差,易因振动开裂;镍基合金涂层结合了耐腐蚀性与韧性,适用于中等腐蚀性、有振动的工况。涂层喷涂需采用等离子喷涂工艺,涂层厚度控制在 0.1-0.2mm,附着力≥50MPa,确保涂层不易脱落。效果评估需通过盐雾试验(试验时间≥1000 小时,涂层无锈蚀、无剥落)、实际工况运行测试(连续运行 6000 小时,设备腐蚀速率≤0.01mm / 年)。某化工企业采用镍基合金涂层的螺杆真空泵后,设备腐蚀故障发生率从 20% 降至 5%,使用寿命延长了 2 倍。螺杆真空泵在冶金行业中可用于真空脱气,提升金属材料纯度。老牌螺杆真空泵故障

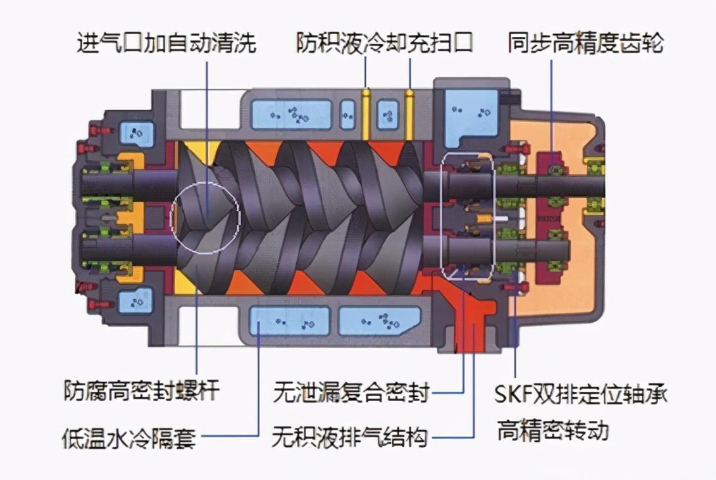
化工溶剂回收(如乙醇、**回收)工艺中,螺杆真空泵需针对溶剂的挥发性、腐蚀性进行适配改造。首先,材质选择上,与溶剂接触的转子、泵壳采用耐溶剂腐蚀的合金材质,避免溶剂对设备的腐蚀;密封件选用耐溶剂的氟橡胶或全氟醚橡胶,防止溶剂泄漏。其次,工艺适配改造需设置溶剂冷凝回收装置,在真空泵排气口连接冷凝器,通过低温冷却水(5℃-10℃)将排气中的溶剂蒸汽冷凝成液体,回收效率可达 95% 以上,既减少溶剂浪费,又避免溶剂排放污染环境。此外,需控制泵体运行温度,避免高温导致溶剂分解或气化加剧,通常将泵体温度控制在 60℃以下,可通过加装冷却套或增加冷却水量实现。某化工企业通过改造后的螺杆真空泵进行溶剂回收,每月回收乙醇 1.2 吨,节约原材料成本约 2 万元,同时满足了环保排放要求。山西螺杆真空泵采购紧急停机功能保障设备安全运行。

螺杆真空泵的 PLC 控制系统是设备智能化运行的**,主要功能涵盖四个维度:一是运行参数监测,实时采集排气温度(测量范围 0-200℃,精度 ±1℃)、真空度(0-1×10⁵Pa,精度 ±0.1% FS)、电机转速(0-3000rpm,精度 ±1rpm)与电流(0-100A,精度 ±0.5A),数据刷新周期≤1 秒;二是自动控制,实现设备启停(软启动时间 5-10 秒)、转速调节(根据真空度自动切换 3 档转速)、故障停机(超温、超压时触发);三是数据存储,记录每日运行参数曲线(存储周期 1 年)与故障日志(包含故障类型、发生时间、处理结果),支持 USB 导出;四是远程通讯,通过 Modbus-TCP 协议与上位机或 MES 系统对接,实现远程监控与参数设置(如修改真空度阈值)。编程要点需关注三点:一是联锁保护逻辑,设置 “温度过高(>140℃)→降速 20%→持续 3 分钟仍超温→停机” 的阶梯式保护,避免设备骤停损坏;二是参数自适应,预留工艺参数接口(如抽速、压力阈值),支持根据不同应用场景(如半导体、食品)快速切换;三是故障诊断,编写故障代码库(如 E01 温度超标、E02 压力异常),并关联故障排查指引,缩短维修时间。某半导体工厂应用该系统,实现 10 台设备集中监控,故障响应时间从 2 小时缩短至 15 分钟,管理效率提升 80%。
螺杆真空泵出现真空度下降时,需按 “系统泄漏→泵体故障→辅助部件异常” 的流程排查。首先排查系统泄漏,采用氦质谱检漏仪对真空系统的管道接口、阀门、密封面进行检漏,若漏率超过 1×10⁻⁸Pa・m³/s,需更换密封垫片或紧固接口;其次检查泵体故障,拆解泵体查看转子是否磨损(磨损量超过 0.1mm 需更换)、转子间隙是否增大(正常间隙 0.05-0.1mm,超差需调整)、泵体内腔是否有杂质堆积(需清洁内腔);***检查辅助部件,如进气过滤器是否堵塞(需清理或更换滤芯)、止回阀是否失效(需修复或更换)、压力传感器是否校准(需重新校准)。某工厂通过该排查流程,在 2 小时内定位到真空度下降的原因是转子磨损,更换转子后设备真空度恢复至额定值,避免了长时间停机影响生产。新能源电池极耳焊接用其抽真空。
螺杆真空泵在低温环境(-10℃至 - 30℃)运行时,易出现润滑油黏度增大、密封件硬化、电气元件失效等问题,需针对性改造。首先,润滑系统需更换低温**润滑油,其黏度指数需≥140,倾点≤-40℃,确保低温下仍能形成有效油膜;其次,密封件选用耐低温氟橡胶材质,避免低温导致的弹性下降与泄漏;电气部分加装加热保温装置,对电机绕组、控制模块进行恒温保护,维持温度在 5℃以上。此外,进气口需设置除霜装置,防止空气中的水分凝结成霜堵塞气道。某低温实验室通过上述改造,使螺杆真空泵在 - 25℃环境下连续运行 6000 小时,未出现任何故障,抽气效率保持在额定值的 95% 以上,满足了低温真空实验的稳定需求。无油设计使螺杆真空泵避免油污染问题。老牌螺杆真空泵故障
螺杆泵出厂前需经过真空度测试。老牌螺杆真空泵故障
螺杆真空泵密封系统失效多源于三类问题:一是密封件老化,长期处于 80-120℃运行温度下,橡胶材质密封件易出现硬化、开裂,导致气体泄漏;二是介质腐蚀,处理含酸、含氟气体时,密封面易被腐蚀形成凹坑,破坏密封效果;三是安装偏差,密封件压缩量不当(过紧导致变形,过松导致间隙),或轴与密封件同轴度误差超 0.1mm。预防措施包括:选用耐高温(耐温≥150℃)的氟橡胶或全氟醚橡胶密封件;对接触腐蚀性气体的密封面进行氮化处理(硬度达 HV800 以上);安装时采用激光对中仪校准同轴度,确保误差≤0.05mm,同时控制密封件压缩量在 20%-30% 之间。实施后可将密封系统使用寿命从 8000 小时延长至 20000 小时以上。老牌螺杆真空泵故障
马德宝真空设备集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马德宝真空设备集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
选型螺杆真空泵需重点关注以下技术参数:抽气速率(m³/h 或 L/s),指泵在特定入口压力下的抽气能力;极限压力(Pa, mbar 或 Torr),指泵能达到的比较低入口压力;电机功率与转速;允许进气温度(通常 -10℃ ~ 40℃);冷却方式与冷却水消耗量;噪音水平;以及耐受介质特性(如是否可处理腐蚀性气体、粉尘、微量液体)。此外,密封吹扫气量、清洗吹扫气量也是系统设计的重要参数。选型时必须依据工艺要求的真空度、抽气量、被抽气体成分(腐蚀性、可燃性、是否含颗粒或可凝蒸汽)以及现场冷却条件等综合确定,必要时需配置前级罗茨泵以扩大工作范围。变频螺杆泵可根据需求调节转速。宁夏干式无油螺杆真空泵正确...
- 青海干式螺杆真空泵口碑推荐 2026-03-19
- 广西液环螺杆真空泵 2026-03-19
- 陕西干式螺杆真空泵选购建议 2026-03-19
- 干式螺杆真空泵在线选型 2026-03-19
- 国产螺杆真空泵推荐厂家 2026-03-19
- 福建螺杆真空泵故障 2026-03-19
- 湖北干式无油螺杆真空泵口碑厂家 2026-03-19
- LGB变螺距螺杆真空泵供应商哪家强 2026-03-19
- 内蒙古干式螺杆真空泵报价 2026-03-19
- 河南螺杆真空泵厂家 2026-03-19

- 湖南干式螺杆真空泵 2026-03-18
- 湖北螺杆真空泵厂家报价 2026-03-18
- 天津螺杆真空泵推荐品牌 2026-03-18
- 吉林LG等螺距螺杆真空泵 2026-03-18
- 宜兴螺杆真空泵 2026-03-18
- 河南螺杆真空泵 2026-03-18




- 氮化硅行业用制药真空系统 03-21
- 安徽真空系统生产公司 03-21
- 广西真空脱气用真空系统 03-21
- 真空热处理行业用真空系统头部企业 03-21
- 福建中央真空系统 03-21
- 真空熔炼用真空系统费用 03-21
- 湖南液环真空系统 03-21
- 真空脱水用螺杆真空系统 03-21
- 北京真空镀膜用真空系统 03-21
- 钛合金铸造用真空系统哪个品牌好 03-21