- 品牌
- 马德宝
- 型号
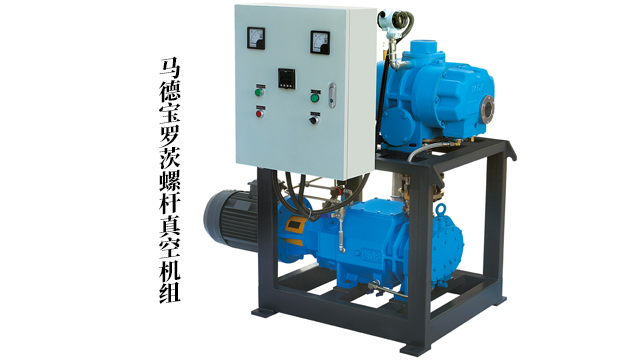
- JZJL/JZJPH(2H)/JZJ2S等罗茨真空机组
罗茨真空机组**由一对同步反向旋转的 “8” 字形转子、泵腔及传动系统组成,转子与泵腔间保留 0.15-1.0mm 间隙,无摩擦接触,需与前级泵(滑阀泵、液环泵等)串联使用才能实现稳定抽气。工作时,转子旋转使泵腔容积周期性变化,完成吸气 - 压缩 - 排气循环,因泵腔内无油润滑,可避免油蒸汽污染被抽系统。马德宝 ZJ/ZJP 系列转子采用高精度数控机床加工并做动平衡校验,泵体、侧盖经加工中心处理,运转平稳性提升 30%,噪声低至 75dB 以下,极限压力≤1×10⁻¹Pa,抽气速率覆盖 30-10000L/s,适配从粗真空到中高真空的多数场景。
罗茨真空机组采用罗茨 - 螺杆组合设计,抽速较传统组合机型提升 40% 以上。罗茨泵罗茨真空机组经销商

化工真空蒸馏场景需罗茨机组精细匹配分离需求,**是压力梯度与抽速协同。处理乙醇 - 水共沸物(分离乙醇纯度 99.5%)时,采用 “罗茨泵(抽速 300L/s)+ 液环泵” 二级组合,通过 PID 调节将蒸馏塔压力稳定在 5kPa,使乙醇沸点从 78℃降至 80℃(避免热敏性杂质分解),溶剂回收率从 65% 提升至 95%。分离高沸点石油组分(如重质润滑油)时,需在机组前端叠加大气喷射器(压缩比 10:1),实现 0.1kPa 极限压力,配备响应时间<0.3 秒的压力控制系统,确保塔内压力波动≤±0.2kPa,避免组分焦化。材质方面,接触酸性馏分(如原油蒸馏)的泵体采用 316L 不锈钢(含 Cr18%、Ni12%),转子喷涂 0.1mm 厚 PTFE 涂层,腐蚀速率控制在<0.01mm / 年。某石化企业改造后,年节省溶剂采购成本 120 万元,分离效率较常压工艺提升 40%,蒸馏周期缩短 30%。永磁变频罗茨真空机组制造商罗茨真空机组通过抗粉尘优化设计,能耐受硅粉、石墨粉尘等细微颗粒侵蚀。
润滑油直接影响机组寿命,需按工况精细选型并严控油质。中低负荷机组(抽速<500L/s、温度<80℃,如食品真空包装机)选用 N32 极压齿轮油,需符合 GB/T 5903-2011 标准,黏度指数≥140(确保低温流动性),倾点≤-15℃(适应北方冬季),换油周期 2000 小时。高负荷重载机组(抽速>1000L/s、温度>100℃,如钢铁真空脱气)需采用聚 α 烯烃型合成齿轮油(如 PAO40),耐高温达 120℃,抗乳化性>30 分钟(油水分离速度快),某火电项目使用后齿轮磨损量从 0.1mm / 年减少至 0.03mm / 年。油质管理执行 “三查制度”:每周打开油窗检查油位(需在 1/2-2/3 处,不足时补充同型号油);每月用卡尔费休水分仪检测含水量(≤0.5%,超差需脱水处理);每 2000 小时送样全项分析(黏度变化≤10%、酸值≤0.3mgKOH/g,超标立即更换)。换油时需用**清洗剂(如煤油)清洗油池,更换 10μm 精度油过滤器,避免污染物残留。
罗茨机组转子齿形直接影响气流脉动与能耗,主流分为二叶、三叶及扭叶三类。二叶转子结构简单(加工工序减少 30%)、成本低,但一转*形成 2 个基元容积,气流脉动幅度达 15%,运行噪音超 90dB,*适用于矿山瓦斯抽排(抽速 50-200L/s)等对噪音敏感度低的场景。三叶转子通过增加基元容积数量,使气流脉动降至 8% 以下,噪音降低 10-15dB,抽速稳定性提升 20%,成为化工反应釜、制药冻干机的主流选择,某 ABS 树脂生产项目采用三叶转子后,抽速波动从 ±8% 收窄至 ±3%,产品合格率提升 5%。扭叶转子采用螺旋型齿面设计(螺旋角 15°-30°),实现渐进式气体压缩,排气温度降低 15-20℃,但加工精度需达 IT5 级(公差 ±0.005mm),成本较三叶增加 40%,*用于半导体晶圆镀膜(真空度<1Pa)等精密电子制造场景。选型时,连续运行超 8 小时的工况优先选三叶,入口温度超 60℃的高温场景可考虑扭叶。罗茨真空机组符合一级能效标准,年均减排二氧化碳可达 12 吨。

机组因停电、超温、超压等突发情况停机后,需按 “泄压 - 检查 - 重启” 规范流程恢复,避免二次损伤。首先打开旁通阀与排气泄压阀,使系统压力从工作压力缓慢降至大气压(泄压速率≤500Pa/s),防止反向压力冲击转子,导致齿轮啮合错位。检查环节需重点排查三项:手动盘车(顺时针、逆时针各转动 3 圈),感受转子是否卡滞,若盘动阻力超正常值 50%,需拆解检查间隙;观察润滑油状态,若出现乳白浑浊(含水量过高)或黑色杂质(金属碎屑),需立即更换;检测冷却管路,通过进出口压力表差值判断是否堵塞(正常差值≤0.1MPa,超差则需冲洗)。重启前需预热电机 5 分钟(通过加热带使绕组温度升至 40℃),按 “冷却系统→前级泵→中间泵→主泵” 顺序启动,每级启动间隔≥2 分钟,待前级压力达规定值(如主泵启动需≤1000Pa、中间泵启动需≤10⁴Pa)方可启动下一级。某化工项目中,原违规恢复流程导致停机后恢复需 4 小时,且多次出现齿轮损伤,规范执行该流程后,恢复时间缩短至 1.5 小时,未再发生设备故障,避免批次生产损失。罗茨真空机组采用双罗茨泵串联 + 双级水环泵,极限真空降至 25Pa。内蒙古水喷射罗茨真空机组
罗茨真空机组通过热回收技术,可回收运行热量辅助工艺加热。罗茨泵罗茨真空机组经销商
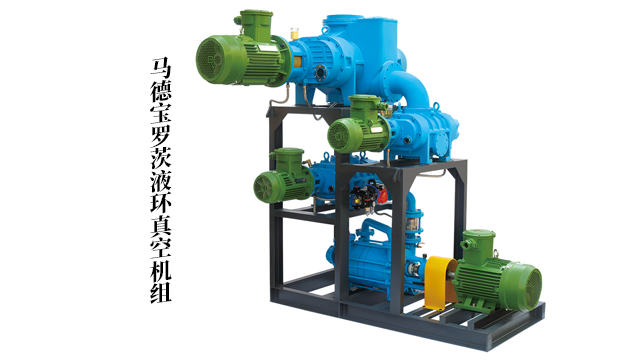
罗茨 - 液环真空机组采用三级模块化设计,**为 “液环泵预处理 + 罗茨泵精抽” 串联结构:液环泵通过偏心叶轮形成液环,高效处理蒸汽与粉尘,预处理后气体压力降至 10⁴Pa;罗茨泵通过转子容腔变化精抽,单级组合极限压力 400Pa,两级串联降至 25Pa。辅助模块含双管层换热器(控温精度 ±2℃)与气液分离器(分离效率≥98%),避免液击损伤。材质模块可定制,316L 不锈钢壳体、钛合金转子及 PTFE 密封件的组合,能满足化工剧毒介质零泄漏需求,模块化设计使机组拆装便捷,维护效率提升 40%。罗茨泵罗茨真空机组经销商
马德宝真空设备集团有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**马德宝真空设备集团供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

在实际工程应用中,罗茨真空机组的稳定运作高度依赖于主泵与前级泵之间的逻辑联动控制。由于罗茨泵的结构特性决定了其无法在高压差下直接启动,因此现代化的机组通常配备了基于压力传感器的自动控制系统。这套系统能够实时监测泵腔内的压力变化,当前级泵将系统压力抽吸至设定的启动阈值(通常为数千帕至数百帕之间)时,控制系统才会发出指令启动罗茨泵。此外,为了防止因前级泵突然故障或进气口被异物堵塞导致的压力骤升,机组通常还会配置旁路溢流阀(或称压差阀)。当泵进出口两端的压差超过预设的安全值时,阀门会自动开启,使部分气体回流,从而有效保护罗茨泵不因过热或过载而损坏,这种多重保护机制是保障设备长期连续运行的重要基础。罗...
- 螺杆罗茨真空机组装置 2026-05-19
- 撬装式罗茨真空机组如何选 2026-05-19
- 湖南株洲罗茨真空机组定制加工 2026-05-19
- 浙江三叶罗茨真空机组 2026-05-19
- 云南往复罗茨真空机组 2026-05-19
- 节能罗茨真空机组品牌排行榜 2026-05-19
- 风冷罗茨真空机组 2026-05-19
- 滑阀罗茨真空机组结构图 2026-05-19
- 双罗茨真空机组口碑推荐 2026-05-19
- JZJ2S液环罗茨真空机组特点 2026-05-19

- 锂电干燥罗茨真空机组节能改造 2026-05-18
- 高真空罗茨真空机组成套 2026-05-13
- 油脂脱臭罗茨真空机组装置 2026-05-13
- 化工流程防爆耐腐蚀罗茨真空机组撬装 2026-05-13
- 风冷罗茨真空机组维护保养 2026-05-13
- 真空冶金罗茨真空机组节能改造 2026-05-13



- 浙江三叶罗茨真空机组 05-19
- 云南往复罗茨真空机组 05-19
- 节能罗茨真空机组品牌排行榜 05-19
- 风冷罗茨真空机组 05-19
- 滑阀罗茨真空机组结构图 05-19
- 双罗茨真空机组口碑推荐 05-19
- 广东真空设备真空泵厂家官网 05-19
- JZJ2S液环罗茨真空机组特点 05-19
- 山东非标真空泵厂家选型 05-19
- 环保行业罗茨真空机组结构图 05-19