- 品牌
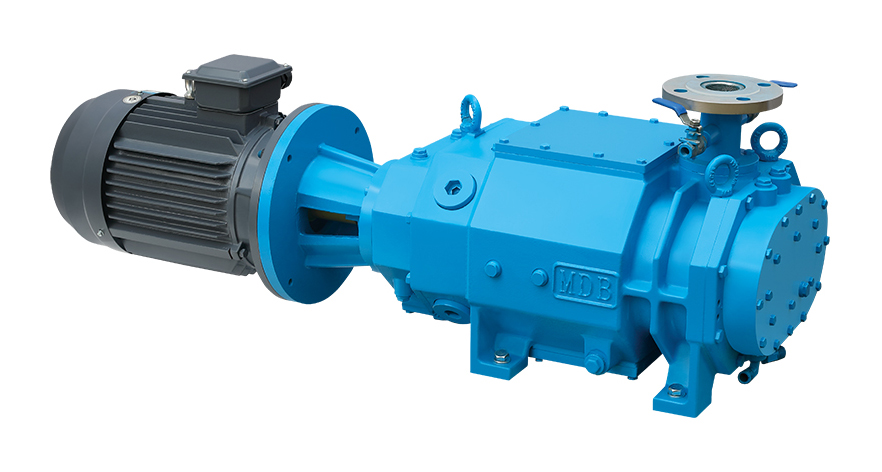
- 马德宝
- 型号
- LGB螺杆真空泵
为满足工艺真空度低于10⁻³Pa的需求,单一真空泵难以实现高效抽气,需采用“螺杆泵+罗茨泵”的组合真空系统,通过两者协同发挥优势。设计该系统时,需重点把控三点关键匹配,以保障设备稳定运行、提升真空效率并延长使用寿命。一是抽速匹配。罗茨泵的抽速需设定为螺杆泵的2-3倍,这是因为若罗茨泵抽速低于此范围,会导致气体在两泵间的连接管路内堆积,造成抽气瓶颈,降低整体系统效率;若抽速过高,螺杆泵无法及时将气体输送至罗茨泵,会使罗茨泵陷入“过载抽气”状态,引发电机过热,严重时还会损坏泵体内部的转子与密封部件,直接影响真空性能。二是入口压力匹配。罗茨泵在高压力环境下运行易出现故障,因此必须在两泵之间的管路上安装压力传感器,实时监测管路内压力。只有当螺杆泵将系统压力稳定降至10Pa以下时,才能启动罗茨泵,避免罗茨泵在高压力下因气体分子密度大、压缩比骤增,导致转子磨损加剧或卡死,减少设备维修成本与故障停机时间。三是管路匹配。连接两泵的管路直径需与泵的入口口径完全一致,若直径不匹配,会使气体流速突变,产生局部流阻,削弱抽气效果;同时,管路转弯处需采用大曲率半径设计,防止因曲率过小形成涡流——涡流不仅会增加气体流动阻力。 螺杆泵出厂前需经过真空度测试。辽宁LGB系列干式螺杆真空泵厂家直销
螺杆真空泵的节能改造可从电机升级、运行控制、系统优化三方面入手,降低运行成本。电机升级方面,将传统异步电机更换为永磁同步电机,电机效率从 85% 提升至 95% 以上,在相同负载下能耗降低 10%-15%。运行控制改造可加装变频控制系统,根据系统真空度需求自动调节电机转速,避免设备空载或满负荷无效运行,对于间歇性抽气工况,节能率可达 30% 以上。系统优化方面,对真空管道进行改造,减小管道直径偏差(≤5%)、减少管道弯头数量(每减少 1 个 90° 弯头,压力损失降低 8%),降低气体流动阻力;合理匹配真空泵与工艺需求,避免 “大马拉小车” 的现象,选择合适抽速的设备。某工厂通过节能改造,螺杆真空泵的年耗电量从 12 万度降至 8 万度,年节约电费约 3.2 万元,同时设备运行温度降低,维护成本也相应减少。广东螺杆真空泵应用干式螺杆真空泵传动系统多为 “电机 - 联轴器 - 转子” 直联,效率≥95%。
螺杆真空泵在低温环境(-10℃至 - 30℃)运行时,易出现润滑油黏度增大、密封件硬化、电气元件失效等问题,需针对性改造。首先,润滑系统需更换低温**润滑油,其黏度指数需≥140,倾点≤-40℃,确保低温下仍能形成有效油膜;其次,密封件选用耐低温氟橡胶材质,避免低温导致的弹性下降与泄漏;电气部分加装加热保温装置,对电机绕组、控制模块进行恒温保护,维持温度在 5℃以上。此外,进气口需设置除霜装置,防止空气中的水分凝结成霜堵塞气道。某低温实验室通过上述改造,使螺杆真空泵在 - 25℃环境下连续运行 6000 小时,未出现任何故障,抽气效率保持在额定值的 95% 以上,满足了低温真空实验的稳定需求。
企业在选择螺杆真空泵时,需根据自身生产工艺的需求,合理匹配抽气速率和真空度范围,以确保设备性能满足生产要求且避免资源浪费。螺杆真空泵的抽气速率通常以 “m³/h” 为单位,常见规格从 10m³/h 到 1000m³/h 不等,小型设备适用于实验室、小型生产线(如电子元件封装),大型设备则用于化工反应釜、光伏镀膜等大规模生产场景。真空度范围方面,普通螺杆真空泵的极限真空度可达到 10⁻²~10⁻⁴Pa,能满足大多数工业领域的需求;而针对半导体刻蚀、太空模拟等对真空度要求极高的场景,可选择高真空级螺杆真空泵,其极限真空度能达到 10⁻⁵~10⁻⁶Pa。在实际选型时,还需考虑被抽气体的成分(如是否含有粉尘、水汽)、温度等因素,例如处理含粉尘气体时,需在进气口加装粉尘过滤器,防止粉尘进入泵内磨损转子;处理高温气体时,则需配备冷却系统,避免设备因高温损坏。螺杆泵维护时需先泄压再操作。
当螺杆真空泵用于处理含粉尘气体(如化工粉体输送、金属冶炼)时,粉尘进入泵体易造成转子磨损、间隙增大,需设计多级前置过滤系统。一级过滤采用旋风分离器,利用离心力分离粒径≥10μm 的大颗粒粉尘,分离效率可达 90%;二级过滤选用覆膜滤筒,过滤精度达 1μm,拦截细小粉尘颗粒,同时具备反吹清灰功能,通过脉冲压缩空气定期清理滤筒表面积尘,避免堵塞;三级过滤为金属烧结网,进一步过滤残留的微尘,确保进入泵体的气体含尘量≤0.1mg/m³。此外,过滤系统需设置压差监测装置,当滤芯堵塞导致压差超过 0.03MPa 时,自动报警提醒更换。某粉体加工厂采用该过滤设计后,螺杆真空泵的转子磨损周期从 8000 小时延长至 20000 小时,设备维护成本降低 60%,同时避免了因粉尘堵塞导致的停机损失。螺杆泵停机后需清洁内部残留气体。云南干式螺杆真空泵厂家直销
螺杆泵进气过滤需定期更换滤芯。辽宁LGB系列干式螺杆真空泵厂家直销
半导体封装工艺(如芯片键合、塑封)对真空度的精细控制要求极高,螺杆真空泵需通过多重技术手段实现真空度的稳定控制。首先,采用高精度压力传感器,测量精度达到 ±0.01Pa,实时采集系统真空度数据,为控制提供准确依据;其次,配备高精度变频控制系统,根据压力传感器反馈的信号,精确调节电机转速,转速调节精度可达 ±1rpm,确保真空度波动≤±0.05Pa。此外,需优化真空系统的管道设计,减少管道容积(管道长度≤5 米,直径偏差≤3%),降低系统滞后性,使真空度调节响应时间≤1 秒;在真空泵与封装腔之间设置稳压阀,进一步稳定系统压力,避免因真空泵抽气波动导致真空度变化。某半导体封装厂通过这些措施,使螺杆真空泵控制的封装腔真空度稳定在 1.0×10⁻³Pa±0.05Pa 范围内,芯片键合的良品率从 97% 提高至 99.2%,满足了高精度半导体封装的工艺需求。辽宁LGB系列干式螺杆真空泵厂家直销
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

螺杆真空泵与罗茨泵组合使用可实现 “粗真空 - 中高真空” 的连续覆盖,设计需把握三个**要点。一是抽速匹配,罗茨泵抽速应是螺杆泵的 1.5-2 倍,避免因罗茨泵抽速过大导致螺杆泵过载,例如螺杆泵抽速 300m³/h 时,搭配 500-600m³/h 的罗茨泵**为适宜;二是压力切换控制,设置压力传感器,当系统压力降至 100Pa 以下时启动罗茨泵,防止罗茨泵在高压力下运行导致过热;三是管路优化,采用大口径(直径≥DN80)无缝钢管,减少管路阻力,同时在两泵之间加装止回阀,防止罗茨泵停机时气体反流。合理设计的组合系统,极限真空度可从螺杆泵单独运行的 10⁻⁴Pa 提升至 10⁻⁶Pa,且抽气时...
- 成都马德宝螺杆真空泵供应商 2026-03-10
- 东北螺杆真空泵厂家直销-马德宝真空 2026-03-10
- 华南马德宝螺杆真空泵与爪式真空泵哪个好 2026-03-09
- 京津冀PCB行业螺杆真空泵机组 2026-03-09
- 北京马德宝螺杆真空泵卡死怎么办 2026-03-09
- 广东化工用螺杆真空泵替代旋片泵方案 2026-03-09
- 干式螺杆真空泵极限真空 2026-03-08
- 节能螺杆真空泵原理 2026-03-08
- 京津冀光伏螺杆真空泵品牌排行 2026-03-07
- 湖南株洲防粘结螺杆真空泵 2026-03-07

- 东北螺杆真空泵怎么选型 2026-03-06
- 山东化工用螺杆真空泵卡死怎么办 2026-03-06
- 上海马德宝螺杆真空泵怎么选型 2026-03-05
- 真空镀膜螺杆真空泵品牌排行 2026-03-05
- 螺杆真空泵振动 2026-03-05
- 华南马德宝螺杆真空泵在真空蒸馏中的应用 2026-03-05



- 浙江马德宝真空泵厂家选型 03-10
- 山东真空系统真空泵厂家 03-10
- 国内往复真空泵厂家价格 03-10
- 江苏实力真空泵厂家案例 03-10
- 东北螺杆真空泵厂家直销-马德宝真空 03-10
- 罗茨液环真空系统仪表 03-10
- 国内大型真空泵厂家电话 03-10
- 江苏扩散泵真空泵厂家 03-09
- 山东水环真空泵厂家排名 03-09
- 河南品牌真空泵厂家价格 03-09