VHPS灭菌技术——泰林生物隔离器的关键竞争力。泰林隔离器搭载自主研发的集成式VHPS(汽化过氧化氢)灭菌系统,通过创新汽化结构与智能控制逻辑,实现过氧化氢浓度与饱和度的精确调控:既保障6-log级嗜热脂肪芽孢杆菌杀灭能力(杀灭率≥99.9999%),又严格抑制冷凝,确保灭菌重现性。实验舱灭菌时间较传统方案缩短40%,传递舱耗时压缩至原1/3,配合过氧化氢浓度监测功能(通风后残留<1ppm),为无菌检测、细胞制备等场景提供“快速、彻底、稳定”的灭菌支持,是泰林隔离器区别于传统设备的关键技术壁垒。软舱体隔离器供应商浙江泰林生物,为制药企业提供系统性隔离器定制解决方案。广东隔离器系统
节能降耗——泰林生物隔离器的成本优势。泰林生物的隔离器通过空气处理单元优化设计,降低30%新风量需求与空调系统负荷,减少新风加热/冷却能耗;针对新风不足场景,可选配内循环催化分解模块,将过氧化氢分解为水氧,实现房间内取风排放(无需外排管路),节省外排系统建设成本。同时,只需D级洁净房间即可运行(传统需B级),降低50%洁净室建设投资;VHPS自动去污耗时只需2小时(传统甲醛熏蒸2天),减少人工成本与设备闲置时间。节能降耗是泰林为客户创造的直接经济价值。节能降耗——泰林生物隔离器的成本优势。泰林生物的隔离器通过空气处理单元优化设计,降低30%新风量需求与空调系统负荷,减少新风加热/冷却能耗;针对新风不足场景,可选配内循环催化分解模块,将过氧化氢分解为水氧,实现房间内取风排放(无需外排管路),节省外排系统建设成本。同时,只需D级洁净房间即可运行(传统需B级),降低50%洁净室建设投资;VHPS自动去污耗时只需2小时(传统甲醛熏蒸2天),减少人工成本与设备闲置时间。节能降耗是泰林为客户创造的直接经济价值。浙江隔离器设计软舱体隔离器采购,浙江泰林生物为客户提供一对一定制化解决方案,欢迎咨询。

硬舱体HTY系列——高风险场景的“钢铁堡垒”。泰林生物HTY系列硬舱体层流隔离器采用不锈钢+钢化玻璃硬墙结构,内部动态维持A级环境,是无菌灌装、冻干、配液等高风险场景的“钢铁堡垒”。其配备加厚抗破损/薄式高手感手套(兼顾安全与灵活),搭载西门子PLC控制系统(压力/风量自动调控+失压报警),支持规格定制(如万分之一精度称量平台),可集成在线尘埃粒子/浮游菌采样系统,从材质(316L不锈钢)到功能(VHPS灭菌+层流保护)全流程满足高洁净度需求,是制药企业“质量优先”场景的合规适配方案。
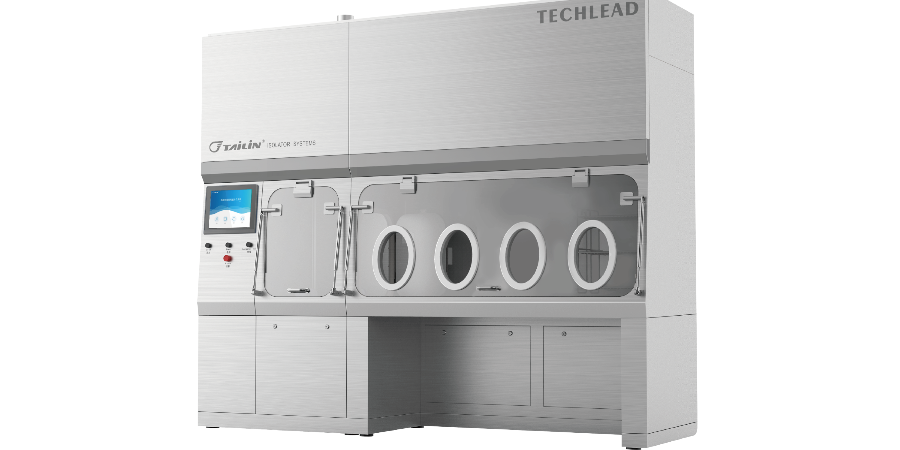
泰林的隔离器通过“物理屏障+高效灭菌+气流控制”三重技术手段,构建了制药生产中污染防控的关键防线。在物理屏障层面,硬舱体隔离器采用不锈钢/钢化玻璃硬墙结构,软舱体隔离器则以PVC膜形成密闭空间,配合舱门互锁功能,防止不同供者或批次产品混淆;灭菌技术上,集成式VHPS系统实现6-log级嗜热脂肪芽孢杆菌杀灭能力(杀灭率≥),确保舱内无菌环境;气流控制方面,无死角垂直层流设计与HEPA过滤技术(高效空气过滤器)协同,维持动态GMPA级洁净度,避免气流紊乱导致的交叉污染。这一体系在高风险场景中尤为关键:例如细胞治疗产品生产中,隔离器为细胞分离、激活、修饰、扩增等步骤提供无菌环境,有效阻断外源性污染,保障细胞活性与功能;在毒性药品(如高活性原料药API)操作中,负压隔离器通过OEB5级防护(OEL<1μg/m³)防止物质外泄,保护操作人员与环境安全。据行业数据,采用隔离器的制药企业,微生物污染事件发生率较传统洁净室降低70%以上,成为污染防控的“刚需设备”。 禽隔离器操作,设备侧面设置传递舱转运物料,底部传递舱转运废弃物,操作方便快捷。

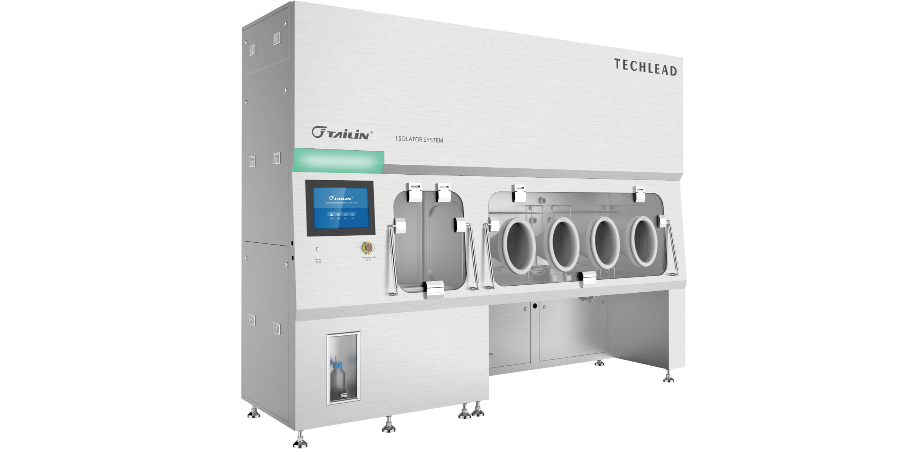
无菌隔离器通过物理隔断或动态隔断技术,在操作区域与外部环境之间建立严密的生物安全屏障,从根本上阻断微生物污染路径。泰林生物在关键的技术上进行了创新:运用“动态隔断”技术,通过气流优化设计(层流或紊流模式)与压力控制(正压/负压切换),在舱内形成定向气流屏障,阻止外部未净化空气渗入;配合舱门互锁功能,防止不同批次产品混淆或交叉污染。(4)此外,模块化设计是泰林产品的另一重要体现:设备各功能模块(操作舱、传递舱、控制系统)可以分开组装,支持快速拆装与运输,1-2名操作人员即可完成现场部署,大幅缩短安装周期。这种结构设计不仅满足了制药企业对无菌环境“物理隔离”的硬性要求,还通过人机工程学优化(如可定制化Mock-up设计、手套操作口角度调整)提升了操作便捷性,实现了“安全防护”与“生产效率”的双重平衡。无菌检查隔离器技术之舱体降压测试,在2倍试验压力下,小时体积泄漏率小于0.5%;具有泄漏报警功能。无菌灌装隔离器品牌
放射性药品隔离器价格表,泰林有多种隔离器、配件可供选择,欢迎咨询客服获取定制化解决方案。广东隔离器系统
隔离器技术的普及是制药工业从“粗放式生产”向“精细化管控”转型的重要标志。在传统生产模式中,无菌操作依赖高等级洁净室(如B级),建设与维护成本高昂,且难以完全避免人为污染风险;而隔离器通过“局部A级环境”设计,在D级洁净房间内即可实现无菌控制,大幅降低了对整体洁净室的依赖。这种技术革新推动了制药生产流程的重构:一方面,通过集成化解决方案(如无菌检测全流程设备联动),实现从样品处理到结果验证的标准化操作,减少人为干预,提升数据可靠性;另一方面,模块化设计支持快速产线切换,适配多品种、小批量的柔性生产需求,尤其在细胞治疗、病毒载体等新兴领域,为“个性化医疗”的商业化生产提供了设备支撑。 广东隔离器系统