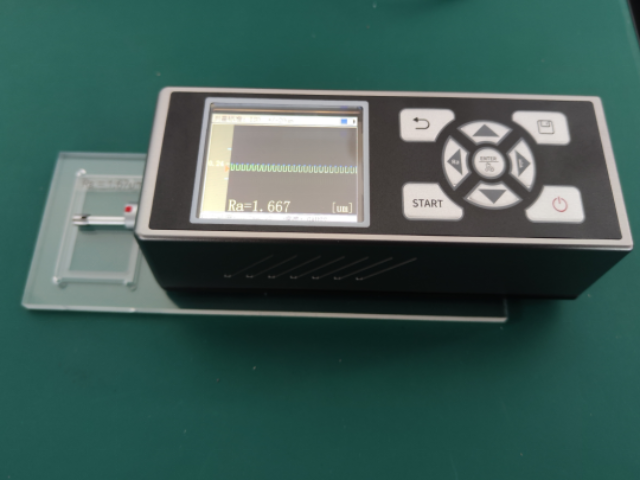
在具体的测量参数方面,粗糙度仪通常会关注以下几个关键指标:Ra(算术平均粗糙度):这是较常用的粗糙度参数之一,它表示样本表面轮廓中所有点与其算术平均线之间一定偏差的算术平均值。Ra值越小,说明表面越光滑。Rz(十点高度):Rz是指在一定长度内,样本表面的五个较高峰与五个较低谷之间的高度差。这个参数可以更全方面地反映出表面的不规则性。Rt(总高度):Rt是指在测量长度范围内,样本表面的较高点与较低点之间的垂直距离。它能有效地反映出整个测量区域内的高度变化。粗糙度仪在高铁轨道焊接口平整度检测中应用。无锡三丰粗糙度仪规格

具体测量操作步骤:完成测量前的准备工作后,即可进入实际测量阶段,这一过程需要严格按照操作规范进行,确保触针移动平稳、测量轨迹准确。苏州法斯特计量仪器有限公司的粗糙度仪操作流程设计简洁明了,但每个步骤都需细致操作。对于接触式粗糙度仪,首先要将被测零件平稳放置在工作台上,若零件较小或形状不规则,可使用专门使用夹具将其固定,确保测量过程中零件不会发生位移。然后调整仪器的测量位置,将触针轻轻接触到被测表面的起始点上方,注意避免触针与表面发生剧烈碰撞,以免损坏触针。操作人员可通过仪器的微调装置,精确调整触针的高度和位置,确保触针与被测表面垂直接触。扬州粗糙度仪定制粗糙度仪的磁吸式保护盖一秒开合,防护与效率兼顾。

被测样品的处理。测量前需确保被测表面干净整洁,无油污、锈迹、灰尘或其他附着物,这些杂质会干扰触针的正常移动,导致测量数据失真。操作人员可使用干净的软布或专门使用清洁剂轻轻擦拭被测表面,待表面完全干燥后再进行测量。对于表面有毛刺、飞边的零件,需先进行打磨处理,避免这些凸起物损坏触针或影响测量轨迹。此外,要根据被测零件的形状和尺寸,选择合适的放置方式,对于小型零件可使用专门使用夹具固定,大型零件则需确保其放置平稳,避免测量过程中发生晃动。
关键参数解析与选型建议:量程与分辨率:量程:根据工件粗糙度范围选择。例如,喷砂件Ra可能达数十微米,需选择法斯特SJ325的宽量程型号(Ra0.05μm~100μm)。分辨率:精密加工建议不低于0.01μm,法斯特设备分辨率达0.001μm,满足高精度要求。测头半径与接触力:测头半径:微小凹坑或窄槽需选用小半径测头(如法斯特可选配φ2μm探针),而大曲面则需大半径测头以避免干涉。接触力:软质材料需低接触力(如法斯特设备可调节至小于0.5mN),防止压痕影响结果。粗糙度仪的零位漂移自检每日凌晨静默运行。
在数据管理层面,苏州法斯特计量仪器有限公司把“可追溯”写进了协议栈。每一次测量结果都附带设备序列号、探头编号、校准日期、环境温湿度以及操作者ID,通过RS-485或以太网实时上传至MES系统,为每一道工序留下完整的数字指纹。当客户提出质量异议时,工程师可以在五分钟内调取原始轮廓曲线,快速定位是工艺波动还是来料异常,从而缩短客诉闭环周期。兼容性是工业现场不可忽视的软实力。苏州法斯特计量仪器有限公司的粗糙度仪支持ISO、DIN、JIS、ASME等主流标准,用户只需在菜单中切换即可;探头接口采用快拆设计,更换不同曲率半径的针尖只需三秒,即可适配镜面、深孔、齿面等特殊部位。粗糙度仪在车间现场完成测量,无需送样到实验室。扬州粗糙度仪定制
粗糙度仪的纳米级分辨率满足超精密加工需求。无锡三丰粗糙度仪规格
软件算法的稳定性:粗糙度仪的测量数据需要经过复杂的算法处理,才能得到较终的粗糙度参数。软件算法的稳定性和准确性对测量结果有着直接影响。不稳定的算法可能导致数据处理过程中的误差积累,进而影响测量结果的准确性。法斯特计量的粗糙度仪采用了先进的数据处理算法,能够有效滤除噪声信号,提取真实的表面粗糙度信息,确保测量结果的准确性和可靠性。此外,公司还对软件算法进行定期的更新和优化,确保其在不同测量条件下的稳定性能。无锡三丰粗糙度仪规格


- 无锡高分辨率粗糙度仪多少钱 2026-02-24
- 南京威尔信粗糙度仪哪家好 2026-02-24
- 苏州接触式粗糙度仪多少钱 2026-02-13
- 苏州高稳定性粗糙度仪尺寸 2026-02-12
- 常州轮廓粗糙度仪制造商 2026-02-12
- 扬州粗糙度仪厂家 2026-02-10
- 南通威尔信粗糙度仪供应商 2026-02-09
- 南通携带式粗糙度仪定制价格 2026-02-09