在实际应用中,粗糙度仪被普遍用于不同领域。例如,在机械制造行业中,对零部件进行严格的粗糙度检测是确保产品符合技术标准的重要环节。在汽车工业中,发动机部件、车身外壳等都需要经过精确的粗糙度测试,以确保其性能和安全性。在航空航天领域,对飞机机翼和引擎部件等关键组件进行严格检测,是保证飞行安全的重要措施。此外,在材料科学研究中,研究人员常常需要评估新材料或涂层的表面特性,以便进行进一步分析和实验。通过使用苏州法斯特计量仪器有限公司提供的高精度粗糙度仪,可以获取可靠的数据,为材料开发提供有力支持。粗糙度仪的滤波档位可选高斯或2CR,匹配不同工艺。威尔信粗糙度仪维修

被测样品的处理。测量前需确保被测表面干净整洁,无油污、锈迹、灰尘或其他附着物,这些杂质会干扰触针的正常移动,导致测量数据失真。操作人员可使用干净的软布或专门使用清洁剂轻轻擦拭被测表面,待表面完全干燥后再进行测量。对于表面有毛刺、飞边的零件,需先进行打磨处理,避免这些凸起物损坏触针或影响测量轨迹。此外,要根据被测零件的形状和尺寸,选择合适的放置方式,对于小型零件可使用专门使用夹具固定,大型零件则需确保其放置平稳,避免测量过程中发生晃动。威尔信粗糙度仪维修粗糙度仪的对比度调节让老屏也能清晰显像。
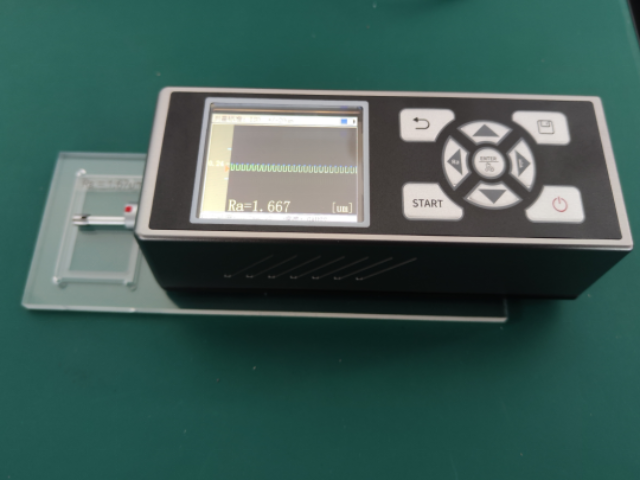
标准化操作流程:(1)设备启动与参数设定:按下电源键后,法斯特粗糙度仪的7英寸触摸屏将显示预设参数模板。用户可根据材料特性选择:金属类工件:采用Ra(算术平均偏差)、Rz(较大高度)双参数模式,取样长度设置为0.8mm;塑料/陶瓷类:增加Rsm(轮廓单元平均宽度)分析,取样长度调整为2.5mm。(2)探针动态测量技术:主要操作要点:将设备垂直轻放于被测面,探针接触瞬间会有蜂鸣提示;启动测量后,匀速水平推移设备(推荐速度0.5mm/s),法斯特专利设计的气浮导轨系统可有效抑制手部抖动3;实时观察屏幕波形图,当出现异常尖峰时立即暂停,重新清洁表面后继续。(3)数据记录与智能分析:完成单次测量后,法斯特设备将自动生成三维拓扑图。用户可通过:多维度对比:调用历史数据叠加显示,分析批次件表面一致性;AI诊断建议:系统自动标注超差区域,并提示可能成因(如刀具磨损、冷却不足等)。
关键参数解析与选型建议:量程与分辨率:量程:根据工件粗糙度范围选择。例如,喷砂件Ra可能达数十微米,需选择法斯特SJ325的宽量程型号(Ra0.05μm~100μm)。分辨率:精密加工建议不低于0.01μm,法斯特设备分辨率达0.001μm,满足高精度要求。测头半径与接触力:测头半径:微小凹坑或窄槽需选用小半径测头(如法斯特可选配φ2μm探针),而大曲面则需大半径测头以避免干涉。接触力:软质材料需低接触力(如法斯特设备可调节至小于0.5mN),防止压痕影响结果。粗糙度仪的自动回零功能让换件即测,无需反复标定。
正确的使用方法对确保测量结果可靠性同样重要。苏州法斯特建议每次测量前进行仪器校准,使用标准粗糙度样块验证测量系统。探针的选择也极为关键,常规测量使用2μm半径探针;粗糙表面可选用5μm半径探针以提高耐用性;超精细表面则可能需要1μm半径探针。测量方向应垂直于加工纹理,取样长度设置应符合表面特征,这些细节都会明显影响测量结果。粗糙度仪怎么选?技术要点与选型指南:在机械制造、精密加工及质量检测领域,表面粗糙度是衡量工件质量的重要指标之一。如何选择适合的粗糙度仪,需结合测量需求、工件特性、使用环境等多方面因素综合考量。粗糙度仪便携式设计支持车间现场快速抽检。威尔信粗糙度仪维修
粗糙度仪的USB口插上U盘即可导出PDF报告,打印零延迟。威尔信粗糙度仪维修
测量参数的设置:粗糙度仪的测量参数设置直接关系到测量结果的有效性,需要根据被测表面的特性和相关标准要求进行合理配置。苏州法斯特计量仪器有限公司的粗糙度仪内置了多种标准测量模式,操作人员可根据实际需求进行选择和调整,确保测量过程符合规范。首先是测量标准的选择。不同行业、不同产品对表面粗糙度的评定标准可能不同,常见的有ISO、GB、ANSI等标准体系。苏州法斯特的粗糙度仪通常预设了多种国际和国内标准,操作人员需根据图纸要求或行业规范,在仪器的菜单中选择对应的标准,确保测量结果的评定依据与产品要求一致。例如,在汽车零部件测量中,常采用GB/T3505-2009标准,而在航空航天领域,可能更多参考ISO4287标准。威尔信粗糙度仪维修

- 常州轮廓粗糙度仪制造商 2026-02-12
- 扬州粗糙度仪厂家 2026-02-10
- 南通威尔信粗糙度仪供应商 2026-02-09
- 南通携带式粗糙度仪定制价格 2026-02-09
- 江苏进口粗糙度仪价格 2026-02-09
- 苏州SJ-410粗糙度仪使用方法 2026-02-08
- 舟山粗糙度仪参考价 2026-02-08
- 常州SJ-410粗糙度仪使用方法 2026-02-07



