- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
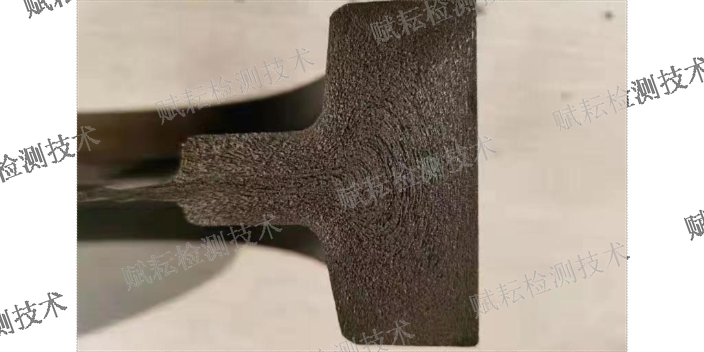
按照GB/T226中推荐的冷蚀液,酸蚀的效果并不理想,且冷蚀检验法腐蚀的程度轻,对酸蚀过程操作要求严格,如酸蚀液涂抹不均匀会造成成分偏析的假象,如刷洗不充分,微小的气孔等缺陷则不能充分显示,造成低判或漏判。对于硫印检验,此法存在污染小,周期短,操作简单的优点,但是缺点在于从检验的图样上来看,不能显示等轴晶、树枝晶及坯壳致密等轴晶的比例,且局限于ωs>,当铸坯中s含量较低时,硫印片模糊不清,甚至出现“白板”。枝晶腐蚀检验是将试样用铣床铣平、磨床磨光(表面粗糙度<。μm)、抛光机抛光(表面粗糙度<μπι)达到镜面光洁度,在室温条件下使用特定的腐蚀试剂进行浇蚀、擦蚀或者浸泡试样检验面约12min。该工艺虽能够判定铸坯内部质量的各项指标,准确测定等轴晶、树枝晶及坯壳致密等轴晶的比例,但是缺点在于对试样加工光洁度要求极高,加工过程耗时耗力,周期太长。对于热酸蚀检验,通常采用的工艺为将试样加工至合适尺寸,经铣床加工至表面粗糙度不大于μπι,然后将试验放入事先加热到60?80°C盐酸和硫酸混合溶液中酸蚀15?25min,再用热水清洗。此方法优点在于试样加工的光洁度要求不高,能够充分显示各自缺陷,但是缺点在于需对酸进行加热。 金属材料断口分析低倍组织加热腐蚀装置!湖北锻造流线低倍腐蚀厂家直销

连铸坯低倍样的快速制备方法,所述方法包括以下步骤;1)取5cn!厚的小方坯试样,断面为90X90mm-200X200mm,两端均为火焰切割面;2)调整铣床主轴及进给转速;将小方坯试样放置于立式铣床上,将主轴转速调至375r/min,进给转速调至190r/min,反复加工两次,以保证试样表面的粗糙度几温度要求;3)用铣床将试样加工至粗糙度及表面温度满足要求,将试验表面加工至表面粗糙度不大于μm,且保证试样的表面温度大于250°C;4)人工快速将试样热送至酸洗槽;5)将试样放入酸洗槽;6)用冷酸均匀洒在试样表面进行酸蚀,用烧杯取10ml浓度30%的工业盐酸,均匀的洒在试样的加工面进行腐蚀.以利用试样本身的温度将试样表面的酸液加热至80°C以上,从而较为清楚的显示试样的晶体组织分布及低倍缺陷的形貌,7)约2-3min后用热水冲洗,然后用风机快速吹干,即可清楚的显示各种缺陷及组织分布情况;8)按照YB/T4002-2013即连铸钢方坯低倍组织缺陷评级图对试样进行组织测量、缺陷评级。该技术方案充分利用加工过程的试验表面温度,无需进行酸加热,减少处理的时间,简化操作工艺,降低酸的损耗同时防止低倍质量如裂纹、缩孔、疏松等缺陷未能充分显示。 广东低倍腐蚀怎么使用低倍电解腐蚀装置阴阳极是什么材料做的?

钢材低倍组织热酸蚀装置,所述热电阻测量槽体内酸液温度并将数据传输至温控计时仪,所述温控计时仪将酸液温度和酸蚀时间传输至控制器,当酸液温度和酸蚀时间达到预设值时,控制器报警并控制感应盘停止加热。钢材低倍组织热酸蚀装置,所述热酸蚀装置还包括冷凝装置,所述冷凝装置包括冷凝器和冷凝管,所述冷凝器位于槽体的外部,所述冷凝管固定在槽盖上,所述冷凝管的进口和出口分别与冷凝器的出口和进口相连通。钢材低倍组织热酸蚀装置,所述控制装置还包括气体检测仪,所述气体检测仪的探头位于槽体的内部,所述气体检测仪与控制器的输入端相连接,所述控制器的输出端还连接冷凝器。钢材低倍组织热酸蚀装置,所述气体检测仪检测槽体内的酸雾浓度并将浓度数据输出至控制器,当酸雾浓度超过预设浓度值时,控制器控制冷凝器加速冷凝。钢材低倍组织热酸蚀装置,所述槽体和槽盖密封连接,所述槽盖为坡屋顶状的对称倾斜结构,所述槽盖的倾斜面与水平面夹角为15-45度。钢材低倍组织热酸蚀装置,所述槽盖包括上盖和下盖,所述上盖为聚四氟材料材质,所述下盖为不锈钢材质,所述冷凝管固定在下盖上。钢材低倍组织热酸蚀装置,所述酸蚀器还包括酸蚀支架和酸蚀筐。
低倍组织热酸蚀装置的制作方法:低倍组织热酸蚀,以检查钢材原材料缺陷和/或锻造流线热酸蚀装置。根据《GB/T226-91钢的低倍组织及缺陷酸蚀检验法》对钢材进行低倍组织热酸蚀,以检查钢材原材料缺陷和/或锻造流线。其中,重要的方法是热酸侵蚀法。目前,在应用热酸侵蚀法时还没有专门的设备,一般用电炉(或煤气)加热装酸容器如烧杯或砂锅,它们存在主要缺点1.温度无法控制;2.容器不耐腐蚀,寿命短,或易破裂,或不够大;3.酸挥发严重,污染环境;4.时间无法精确、自动控制;5.控制器和酸蚀槽在一起,整个系统易腐蚀;6.样品放入、取出不方便;7.低倍组织酸蚀程度无法有效控制,重复性差,一旦样品酸蚀不理想,就得重新制样,效率低。 低倍组织热酸装置,低倍电解腐蚀装置针对对材料流线,杂质,偏析等腐蚀装置!

赋耘低倍组织电解装置操作步骤电控柜1与电解槽2分开放置,安放电解槽的房间应有排风装置及良好的通风,连接输入电缆,输入电缆线应在6平方毫米以上,通过导线9将电解槽2电极与电控柜1连接,电控柜1输出端到电极之间用50mn^以上的铜线9连接,用户可根据电控柜到电解槽之间的距离确定连线长度,但连线长度应小于10m。电控柜应有良好的接地,接地电阻应小于10Q;电控柜的房间温度在0。C35。C。相对湿度Z75%;**缠上生胶带后,将其装在酸槽的后面板上的三个螺纹口处;在槽中装上少量的水,以检查来确保是否渗漏。然后,将水放出。上述低倍组织电解酸蚀装置操作步骤:在槽的中间部分中装上适量的腐蚀液;将两个电极板从两侧的隔栏中移到中间栏的两侧;将样品放入腐蚀液中,样品的腐蚀面应平行电极板平面;并保证样品与样品之间、样品与电极板之间不得接触。 低倍组织加热腐蚀装置使用!湖北锻造流线低倍腐蚀厂家直销
低倍组织加热腐蚀装置OEM厂家!湖北锻造流线低倍腐蚀厂家直销
全自动低倍组织酸蚀系统通过上述结构改进,对钢样进行单面立铣,需将经铣磨过的立面浸入酸洗机中,不需要将整个钢样浸没在酸洗机中,节省了盐酸的用量,同时,避免了浸没整个钢样时出现的盐酸外溅的情况,因此该全自动低倍组织酸蚀系统能够简便、安全地对钢材试样进行质量检测。并且,在上述结构设计中,酸雾处理装置中的所有通风管路均采用PVC(聚氯乙烯)材料。在现有技术中,没有酸雾处理装置,酸雾挥发对设备造成腐蚀。在本发明中,包括酸雾处理装置,从而可以有效地降低酸雾对设备的腐蚀程度,延长设备的使用寿命。具体实施方式中,还包括:对钢样进行第二次切割的液压升降带锯。由于火焰切割机加工的钢样厚度大,精度不高,因此还需要使用液压升降带锯对钢样进行二次加工,可以获得精度较高的钢样。因此,采用液压升降带锯对钢样进行二次加工,可以加工出尺寸不超出龙门铣磨床I的工作台范围的钢样。在实际应用中,液压升降带锯对横向钢样进行两次切割,对纵向钢样进行三次切割。 湖北锻造流线低倍腐蚀厂家直销

连铸坯低倍样的快速制备方法中具体如下,取一块5cm厚的小方坯试样,两端均为火焰切割面。将小方坯试样放置于立式铣床上,将主轴转速调至375r/min,进给转速调至190r/min,反复加工两次,以保证试样表面的粗糙度几温度要求。将试验表面加工至表面粗糙度不大于μm,且保证试样的表面温度大于250°C。快速将试样放置于酸洗槽内,用烧杯取10ml浓度30%的工业盐酸,均匀的洒在试样的加工面进行腐蚀.以利用试样本身的温度将试样表面的酸液加热至80°C以上,从而较为清楚的显示试样的晶体组织分布及低倍缺陷的形貌。2-3min后用热水冲洗,然后用风机快速吹干,即可清楚的显示各种缺陷及组织分布情况。优点...
- 河北耐强酸低倍腐蚀 2026-04-21
- 江西耐高温低倍腐蚀操作说明 2026-04-20
- 广东钢材料缺陷低倍腐蚀代理加盟 2026-04-20
- 金相制样低倍腐蚀代理加盟 2026-04-16
- 一次性低倍腐蚀推荐 2026-04-16
- 新款低倍腐蚀零售价格 2026-04-14
- 一次性低倍腐蚀答疑解惑 2026-04-13
- 低倍腐蚀答疑解惑 2026-04-13
- 通常低倍腐蚀成交价 2026-04-11
- 附近哪里有低倍腐蚀技术指导 2026-04-09


- 国产低倍腐蚀厂家报价 2026-03-28
- 通常低倍腐蚀有哪些 2026-03-28
- 低倍腐蚀推荐 2026-03-27
- 包埋低倍腐蚀商家 2026-03-25
- 新款低倍腐蚀代理品牌 2026-03-23
- 国内低倍腐蚀怎么选择 2026-03-23





- 广东钢铁行业低倍腐蚀操作说明 04-26
- 一次性金刚石磨盘零售价格 04-26
- 质量金刚石磨盘市场价格 04-26
- 什么金刚石磨盘功能 04-25
- 福建单晶刚玉金相切割片不烧伤不发黑 04-25
- 北京铝合金抛光液 04-25
- 质量金刚石磨盘代理加盟 04-25
- 现代金刚石磨盘使用方法 04-25
- 常见金刚石磨盘多少钱 04-25
- 现代金刚石磨盘代理加盟 04-25