
- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
- MPF
- 类型
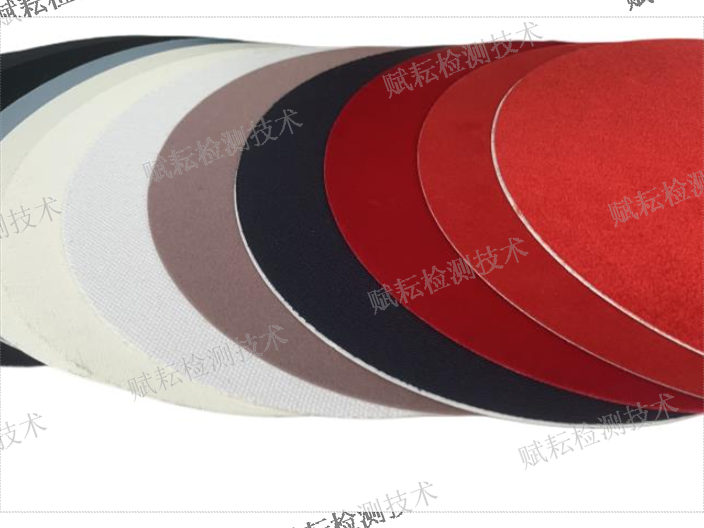
- 金属抛光膏,布轮抛光膏,不锈钢抛光膏,汽车抛光膏,塑胶抛光膏,金相抛光膏,金属抛光布,塑料抛光布,电子产品抛光布,陶瓷抛光布
- 颜色
- 白色,红色,黑色,紫色,绿色,灰色,黄色,白色,红色,黑色,蓝色,咖红色
- 适用范围
- 轧钢,船舶渔业,泵体零件,液压机械,酒类铝合金防盗盖,机器底座,家具厂,地板厂,冶金采矿
- 产地
- 上海,浙江
赋耘金相抛光布推荐:烧结碳化物是采用粉末冶金生产的非常硬 的材料,除了利用碳化钨(WC)增强外,还有可 以利用几种MC型碳化物进行增强。 粘结相通常 用钴也有少量使用镍的。现代切割工具通常会在表面涂敷各种非常 硬的相,例如铝、碳化钛、氮化钛和碳氮化钛。 一般用精密锯来切割,因此切割表面非常好, 通常就不需要粗研磨步骤了。用砂纸打磨三道,240#,600#,1200#,抛光两道,配合真丝绸布3微米金刚石抛光液,再用0.05微米氧化铝抛光液配精抛短绒抛光布。热喷涂涂层(TSC)和热屏蔽涂层(TBC)抛光布抛光几道?广东工具钢金相抛光布代理加盟
金相抛光布
镍的金相制样制镍和镍合金是面心立方晶格结构,制备方法基本上和奥氏体不锈钢一样。纯镍比镍合金要难制备。Ni-Fe磁性合金,要制备无划痕的表面非常困难,除非采用震动抛光。Monel(Ni-Cu)合金和高抗蚀(Ni-Cr-Fe)合金要比镍基高温合金难制备多了。固溶退火镍基高温合金要比沉淀硬化镍基高温合金难制备。下面介绍的制备程序非常适合于镍基高温合金(Fe-Ni基高温合金)和高抗蚀Ni-Cr-Fe合金,以前,利用侵蚀抛光剂去除划痕,但现代这就不是必须的了,现代都用震动抛光来去除划痕。打磨砂纸3道,600#,1200#,2500#,抛光用3微米金刚石悬浮抛光液配绸布,1微米金刚石悬浮配醋酸布,精抛配。 河北螺纹钢金相抛光布怎么选赋耘检测技术(上海)有限公司金相抛光布海军呢呢绒抛光哪些金属材料?
铁基金相试样制备方法非常适合于固熔退火的奥氏体不锈钢以及较软的板钢。对照片质量要求较高的公开出版物或彩色腐蚀而言,在执行前面的步骤后,应在 一步在抛光布上用抛光剂进行一个短时间的振动抛光。许多钢,特别像较硬的钢采用三步制样程序就能获得非常好的结果,对较软的合金,第一步是用240号碳化硅砂纸还是用320号(P280或P400)碳化硅砂纸,取决于试样初始的表面光洁度和合金硬度。磨平的过程也可以用砂纸打磨到三到四道。对较软的合金,绸布抛光布可用于任何硬度的钢样制备的第二步。
印刷线路板(PCB’s)的种类很多,大量的印刷线路板由多层的玻璃光纤与聚合物构成。伸缩的线路非常普遍,但通常不含玻璃光纤,作为替代,主要由多层聚合物构成。两种线路板是由电镀或铝箔金属为主构成的。这类金属通常是铜,少数情况下出现的是金或经过镀镍处理的。此外,根据线路板是否要进行组装或震动实验,出现的成分也不同。对金相工作者来说,不同的材料出现在PCB印刷线路板中并没有使制备变复杂,这是因为特别硬和脆的材料通常不会在印刷线路板中出现。对PCB印刷线路板来讲,经常要用统计分析技术来控制质量,统计分析主要依据从中心到孔的镀层厚度。获得足够的数据后,就可以有一个具体数量的取样计划了,这样的作法是容易方便的,通孔也就很容易被切割了。用砂纸打磨四道,240#,600#,1200#,2500#抛光一道,再用。 赋耘检测技术(上海)有限公司金相抛光布海军呢呢绒有吗?
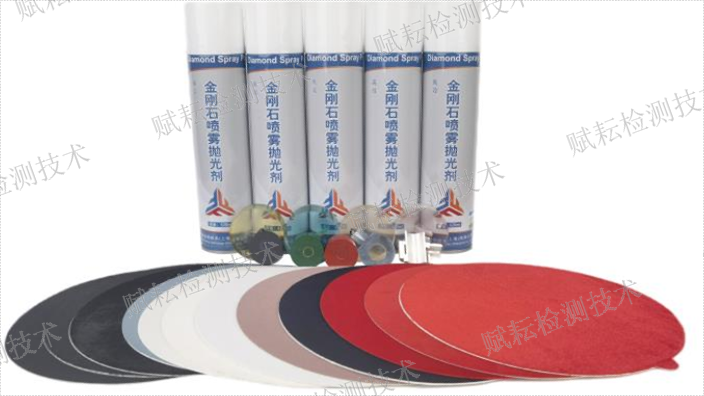
金刚石研磨介质 早被引入时是以膏状形式出 现的,但后来气雾剂和混合剂形式也被引入出现。 初使用的是自然界的 金刚石,现在这种天然的金 刚石研磨介质仍然可以提供,例如赋耘金刚石研 磨膏和悬浮液。后来, 人工合成的金刚石被引入使 用。 开始是单晶体形式的人工合成的金刚石,形 态非常类似天然的金刚石, 然后出现了多晶体形式 的人工合成金刚石。金刚石研磨抛光膏或者金刚石悬浮抛光液根据不同材料性质选择不同金相抛光布载体,能达到样品表面变形层 小,镜面效果 的一个状态。微电子材料抛光布抛光几道?不锈钢金相抛光布批发价
铜及铜合金抛光布配合哪种抛光液比较好?广东工具钢金相抛光布代理加盟
贵重金属金相制样制备,由于贵重金属非常软,易延展,易变形和涂附,所以相对来说贵重金属试样的制备对金相工作者确实是一个挑战。纯金非常软是已知金属中延展性的,其合金较硬,制备时稍微容易些。金子很难腐蚀。银也非常软且易延展,表面容易因变形而产生损伤。对金银及它们的合金的试样制备来说,研磨剂颗粒的嵌入是遇到的主要问题。抛光难度也随之加大。打磨三道,240#,600#,1200#,抛光过程中配合6微米金刚石悬浮抛光液6微米配真丝绸缎,精抛光1微米配短精抛光绒布,比较而言铱更硬更容易制备。纯锇几乎见不到,即便是它的合金对金相工作者来说也同样很少能遇到。其表面的损伤层很容易产生,磨抛效率较低,试样制备非常难。 广东工具钢金相抛光布代理加盟
金相抛光的步骤和方法 粗抛光:使用硬或中等硬度的金相抛光布配合磨料进行抛光,主要去除研磨过程中产生的较大划痕或变形。 中等抛光:进一步减小表面变形和划痕,采用硬、中硬或软的金相抛光布配合磨料进行抛光。 精细抛光:使用更软、更有弹性的金相抛光布配合磨料进行抛光,以获得光滑镜面。 抛光过程中需要注意的事项控制湿度:抛光过程中需要适当控制湿度,磨面上水膜在1-5秒钟内蒸发掉,说明湿度恰当。 施加均衡压力:在抛光初期,压力要重一些,逐渐减轻,有利于快速去除磨痕;后期要轻一些,防止夹杂物及硬性相产生曳尾现象。避免交叉污染:在进入下一道工序前需要彻...
- 进口金相抛光布常用知识 2026-03-17
- 标乐金相抛光布 2026-03-16
- 便宜的金相抛光布答疑解惑 2026-03-06
- 有哪些金相抛光布推荐 2026-03-03
- 常见金相抛光布特价 2026-03-01
- 国产金相抛光布售价 2026-02-27
- 发展金相抛光布特价 2026-02-27
- 绿色金相抛光布有哪些 2026-02-27
- 通常金相抛光布什么价格 2026-02-27
- 金相制样金相抛光布厂家现货 2026-02-26



- 什么是金相抛光布厂家现货 2026-02-24
- 全自动金相抛光布定做价格 2026-02-24
- 广东带背胶红色真丝绒金相抛光布材质有哪些 2026-02-24
- 浙江微电子金相抛光布批发价 2026-02-14
- 附近哪里有金相抛光布成交价 2026-02-14
- 上海铝合金金相抛光布大概多少钱 2026-02-13




- 湖南氧化铝抛光液批发价 03-17
- 国内镶嵌树脂功能 03-17
- 一次性金相砂纸成交价 03-17
- 进口金相抛光布常用知识 03-17
- 定制金相砂纸操作说明 03-16
- 有哪些抛光液商家 03-16
- 靠谱的金相砂纸一般多少钱 03-16
- 硬度计零售价格 03-16
- 什么是腐蚀仪卖价 03-16
- 耐用低倍腐蚀牌子 03-16