注塑模具的加工过程主要包括粗加工、半精加工、精加工和光整加工等阶段。在加工过程中,需要使用各种机床和刀具,如铣床、磨床、电火花机床等,对模具材料进行切削、磨削、电火花加工等操作。加工过程中需要严格控制加工精度和表面质量,确保模具能够满足注塑生产的需要。注塑工艺是注塑模具加工的中心环节,其原理是将熔融的塑料注入模具中,通过模具的型腔和压力使塑料充满模具,然后冷却固化成型。注塑过程中需要控制注塑机的注射压力、注射速度、注射时间等参数,以及模具的温度、冷却时间等因素,确保塑料制品的尺寸精度、外观质量和内在性能。注塑模具加工是制造塑料制品的关键工艺步骤。肇庆铝压铸注塑模具加工订做
加工过程原理注塑模具的加工过程主要包括粗加工、半精加工、精加工和光整加工等阶段。在加工过程中,需要使用各种机床和刀具,如铣床、磨床、电火花机床等,对模具材料进行切削、磨削、电火花加工等操作。加工过程中需要严格控制加工精度和表面质量,确保模具能够满足注塑生产的需要。注塑工艺原理注塑工艺是注塑模具加工的中心环节,其原理是将熔融的塑料注入模具中,通过模具的型腔和压力使塑料充满模具,然后冷却固化成型。注塑过程中需要控制注塑机的注射压力、注射速度、注射时间等参数,以及模具的温度、冷却时间等因素,确保塑料制品的尺寸精度、外观质量和内在性能。惠州二次包胶注塑模具加工大概价格高效的冷却系统可以缩短生产周期,提高生产效率。

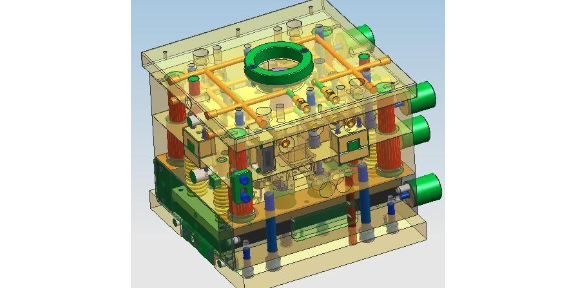
注塑模具是一种用于生产塑料制品的工具,它通过注塑机将熔融的塑料注入模具中,冷却后得到所需的塑料制品。注塑模具的加工质量直接影响到塑料制品的质量和生产效率,因此,掌握注塑模具加工的小知识对于模具制造和塑料制品生产都至关重要。注塑模具主要由模架、模仁、顶出机构、浇口系统、冷却系统等部分组成。模架是模具的支撑结构,模仁是模具的型腔部分,顶出机构用于将制品从模具中顶出,浇口系统用于将熔融塑料注入模具,冷却系统用于对模具进行冷却。
注塑模具加工的原理主要基于塑料的热塑性和注塑机的压力。以下是具体的加工步骤:1.塑料颗粒进料:将塑料颗粒通过喂料系统加入注塑机的螺杆筒中。2.加热和熔化:螺杆将塑料颗粒送往加热区域,塑料在加热带的作用下被加热到熔融状态。3.压力和注射:螺杆通过旋转推动熔融的塑料向前移动,使其进入注塑模具的射嘴。在螺杆的推动下,熔融的塑料以一定的压力和速度注射到模具的型腔中。4.充模和冷却:熔融的塑料填充整个模具型腔,并与模具的内壁接触。此时,模具中的冷却系统开始工作,通过冷却液循环来吸收模具的热量,使塑料迅速冷却固化。5.脱模和排出:当塑料完全固化后,模具会分离并推出成型的零件。然后,注塑机的螺杆会回转并再次进行注射过程。整个注塑模具的加工过程是循环重复的,通过控制每个步骤的温度、压力和速度,可以精确地形成各种形状和尺寸的塑料零件。同时,不同的注塑模具可以根据需求进行更换,以实现不同的产品制造。需要注意的是,注塑模具的加工精度和效率受到多种因素的影响,如模具的设计、制造材料、加工工艺以及注塑机的性能等。因此,在实际生产中需要综合考虑这些因素,以获得比较佳的加工效果。定期对注塑模具进行维护和保养,可以确保模具的长期稳定运行。

注塑模具的工作原理主要包括塑料熔融、注射充模、保压补缩、冷却固化和脱模顶出五个阶段。塑料熔融:塑料原料在注塑机料筒内受到加热和螺杆的剪切作用,逐渐熔融成具有流动性的塑料熔体。注射充模:注塑机螺杆在高压下将熔融塑料推入模具的型腔,直至充满整个型腔。此过程中,塑料熔体在型腔内迅速扩散,填充各个角落。保压补缩:在塑料熔体充满型腔后,注塑机继续施加一定的保压压力,以补偿塑料熔体因冷却收缩而产生的体积变化,确保制品的尺寸精度和表面质量。冷却固化:在保压补缩阶段结束后,型腔内的塑料熔体开始冷却固化。模具通过冷却水道进行循环冷却,加速塑料制品的固化过程。脱模顶出:当塑料制品完全固化后,注塑机开启模具分型面,动模和定模分离。顶出装置将塑料制品从模具型腔中顶出,完成脱模过程。注塑模具加工过程中,合理的工艺规划和管理对于保证加工质量和效率至关重要。肇庆塑胶齿轮注塑模具加工公司
医疗器械行业也大量采用注塑模具加工技术,生产各种医疗器械和耗材。肇庆铝压铸注塑模具加工订做
装配调试注塑模具的装配调试是保证其正常运行的关键环节。在装配前,应对各零部件进行清洗、检查,确保其完好无损。装配时,应按照图纸要求进行配合间隙的调整和固定,保证模具的精度和稳定性。调试时,应检查模具的开合模动作、顶出机构的运动等是否灵活可靠,有无卡滞现象。维护保养注塑模具在使用过程中需要进行定期的维护保养,以延长其使用寿命和保持精度。维护保养工作包括清洗模具表面、检查紧固螺钉是否松动、润滑运动部件等。同时,还要定期检查模具的磨损情况,及时进行修复或更换损坏的零部件。肇庆铝压铸注塑模具加工订做