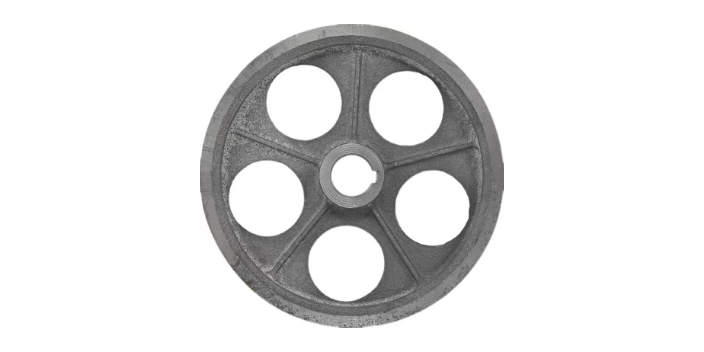
球铁铸件差不多已在所有主要工业部门中得到应用,这些部门要求高的强度、塑性、韧性、耐磨性、耐严重的热和机械冲击、耐高温或低温、耐腐蚀以及尺寸稳定性等。为了满足使用条件的这些变化、球墨铸铁有许多牌号,提供了机械性能和物理性能的一个很宽的范围。为珠光体型球墨铸铁,具有中高等强度、中等韧性和塑性,综合性能较高,耐磨性和减振性良好,铸造工艺性能良好等特点。能通过各种热处理改变其性能。主要用于各种动力机械曲轴、凸轮轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件。上海畅晨机械设备有限公司专业致力于灰铁球墨铸件加工。铜陵QT400灰铁球墨铸件翻砂零部件加工
灰铁铸铁是铸铁的一种,内部碳是以片状石墨存在的。断口呈灰色,所以简称灰铁。球墨铸铁和灰铁的区别和联系1.看切削加工面灰铁:呈灰色,光泽很暗,表面看来较粗糙。球铁:灰色,光泽较灰铁亮,表面粗糙程度似灰铁。2.锉削试验灰铁:锉削阻力较小,锉削时发出“唰唰”声,极少粘锉,屑末呈灰黑色,有少量银白亮点,教程,细看颗粒大小不一,以小颗粒细末为主,用手指碾磨,很容易使手指染黑。球铁:锉削时阻力比灰铁略大,也有较明显的“唰唰’’声,极少粘锉,屑末呈灰黑色,有细密的亮点,颗粒大小不等,但以大颗粒为主,用手指碾磨屑末,可使手指染黑,但较灰铁染黑程度轻。3.听敲击声灰铁:声音低沉,持续时间极短。球铁:声音清脆,有余音,持续时间较短。4.灰铁就是灰口铸铁,与之对应的是球墨铸铁。两者都是铸铁的一种。铜陵QT400灰铁球墨铸件厂家直销一个好的灰铁球墨铸件需要具备哪些特点您了解吗?

畅晨机械生产的灰铁铸件和球墨铸件的区别:1、灰铁的石墨是平扁片状的,球铁的石墨是圆球状的。敲击球墨铸铁如发出近似敲击碳钢的声音,说明球墨铸铁球化不错。而灰铁敲击声音听起来,很闷。2、关于球化率问题,可以这么说,同样是球墨铸铁的产品,球化率不同,那质量也就不同,价格上也有很大区别。一般工厂已球化率达到85%为合格产品。球化率85%以下的是因为铸造的时候,没有球化好而造成铁水温度**造出来的产品承载压力达不到要求。3、从断口(不是经过机械加工的表面)的外观可以简单区别球铁铸件和灰铁铸件,用肉眼观察,灰铁断口的晶粒比较粗大,为灰白色,晶面有金属光泽。球铁的断口晶粒很细小,为黑灰色,如果球化好的话几乎没有金属光泽,如果有发白的光泽,一般情况是出现白口组织。4、从冶炼方法来说,球铁是在冶炼时在灰铁中加孕育剂与球化剂使石墨由分散的团絮状变成球状,以减小对铁素体的割裂,增大强度,提到性能来达到的.5、从力学性能上区分,灰铸铁的力学性能低于球墨铸铁,灰铸铁的力学性能区间为100-350MPa,而球墨铸铁铸件的力学性能为350-700MPa;此外,球铁还有延伸率方面的要求,而灰铸铁则少有这方面的要求。
铸造用的灰生铁和球生铸有什么不同?
生产球墨铸铁件的生铁比灰铸铁件的要求高,特别是硫、锰、硅的含量控制的比较严格。中间的碳以不同的形状存在。灰铁的石墨形态以片状或棉絮状存在,球铁里的石墨以球状存在
铸造生铁有什么用途?
主要用于生产黑色金属铸件,如灰铸铁,球墨铸铁,白口铸铁,蠕墨铸铁,冷激铸铁,耐磨铸铁等。型号有球墨铸铁用生铁GB1412-85,铸造用生铁GB718-82,不同型号生铁:以硅含量分牌号,如Q12,球墨铸铁用生铁,硅含量1.0-1.4%,平均1.2%。以锰含量分组,以磷含量分级,以硫含量分类。 上海畅晨机械设备有限公司专业致力于精密灰铁球墨铸件。

灰铸铁属于铸铁的一种,内部碳是以片状石墨存在的。因为其断口呈灰色,所以简称灰铁。灰铁铸造件主要应用于作为减震材料的机床上、作为耐磨材料的刹车盘上和生产成本较低的一般强度的铸件上。相比较球墨铸铁,灰铸铁的拉伸能力较强、消除振动的能力也较强大。球墨铸铁也是铸铁的一种,内部的石墨是以球形分布的,相比较灰铸铁有很多的球形开放空间,因此球墨铸铁的耐腐蚀性和可塑性更强,其性能接近钢材。球墨铸铁件的应用领域很多,发电机、齿轮、球墨铸铁井盖等等铸造件都可以通过球墨铸铁完成。上海畅晨机械设备有限公司主营灰铁球墨铸件。铜陵QT400灰铁球墨铸件翻砂零部件加工
灰铁球墨铸件的好处有很多。铜陵QT400灰铁球墨铸件翻砂零部件加工
灰铁铸件基本特点是:黏土含量高,水分低,煤粉的加入量也较低。
灰铁铸件高密度造型型砂的基本特点是:黏土含量高,水分低,煤粉的加入量也较低。因此,在配砂时应把握好以下几点。①黏土含量和含泥量。黏土含量高的型砂,随比压升**度也提高,通常有效膨润土控制在7%~10%。型砂中有效黏土和死黏土之和相当于含泥量,含泥量一般控制在12%~16%。含泥量太高或太低均会影响型砂的各项性能指标。②水分。消失模铸件制造型砂中的水分是决定黏土的塑性和黏结力的主要因素。水分太高时,易引起黏土黏结力恶化,型砂的流动性下降,得不到均匀的铸型密度。水分太低时,型砂不易混匀,型砂强度低,脆性大,起模性差,易使铸件产生粘砂缺陷。一般水分应控制在比得到湿压强度峰值时的水分高出10%~20%。③原砂粒度。高密度造型时砂型密度较高,浇注时膨胀大,因此原砂粒度不宜过分集中,原砂颗粒呈圆形或多角形,一般选择三筛砂或四筛砂。 铜陵QT400灰铁球墨铸件翻砂零部件加工