扭簧失效的原因1. 断裂扭簧断裂是一种常见的失效模式。其主要原因是由于材料的疲劳、应力集中、过底频率或不适当的设计等引起。断裂的位置通常处于扭簧的中间部位或其连接处。2. 变形扭簧变形是指扭簧在使用过程中由于各种力的作用造成的形变而导致的失效。受力过大、不均匀或不合理、不适当的制造和设备设计、应力集中等因素都可能导致扭簧变形。3. 疲劳扭簧使用时间过长,会产生疲劳现象,导致扭簧弹性下降并失效。在设计和选择扭簧时,需要考虑材料的寿命和使用寿命等因素,以减少疲劳对扭簧的影响。弹簧在进行选购的时候不要太过盲目的挑选。要确定自己个人的使用需求以及适用的环境和弹簧厂家进行沟通。不锈钢304扭转弹簧公司
产品优势1.材料充足:我们拥有多家原材料供应商,确保产品的耐久性和可靠性,使产品在使用过程中不易变形或断裂。2.精湛工艺:我们拥有先进的生产设备和技术团队,以严格的工艺流程和质量控制,保证产品的精细度和一致性。3.多样化规格:我们提供多种规格的压缩弹簧,以满足不同行业和客户的需求,包括直径、长度、弹性系数等方面的定制。4.灵活应用:我们的压缩弹簧广泛应用于汽车、家电、电子设备、机械制造等领域,为各行各业的产品提供稳固的支撑和弹性。环保型扭转弹簧加工厂商玖胜弹簧专注弹簧行业多年,拥有完善的检测设备,材料多样,设备齐全,库存充足,能完全满足各位需求。
扭转弹簧的主要参数:弹簧线径d:这个参数是扭转弹簧的直径,d越大则表示扭转弹簧比较粗;心轴最大直径Dd:这个参数是扭转弹簧在工业应用中比较大的直径,这个直径的差值上下不能超过百分之二;内径Di:扭转弹簧的内径就是外径的大小然后去掉两个线径d,内径在扭转弹簧工作的时候可以小刀心轴直径,内径的差值上下不能超过百分之二;外径De:内径Di加上两个线径d就是外径,外径在扭转弹簧工作的时候会逐渐变小,公差一般在百分之二的基础之上增加或者减少0.1毫米;自然长度L0:这个参数是扭转弹簧不使用时的长度,工作后会减少,公差在百分之二;支承长度Ls:这个参数指的是从扭转弹簧的圈身中轴到弹簧支承的长度,公差在百分之二;比较大扭转角度An:这个参数是指扭转弹簧的极限,能扭转的比较大角度,公公差在上下十五度;最大负荷Fn:这个参数值得是扭转弹簧能制成的比较大力,公差在百分之十五;最大扭矩Mn:最大允许扭矩,公差在上下百分之十五;弹簧刚度R:这个参数值得是弹簧工作时的阻力,公差在百分之十五;知道了以上的参数并且都设置好之后,才能知道扭转弹簧能发挥多大的作用,扭转弹簧主要是利用弹性进行工作的,扭转弹簧一般是由弹簧钢制作而成,可以控制一些机件的运动
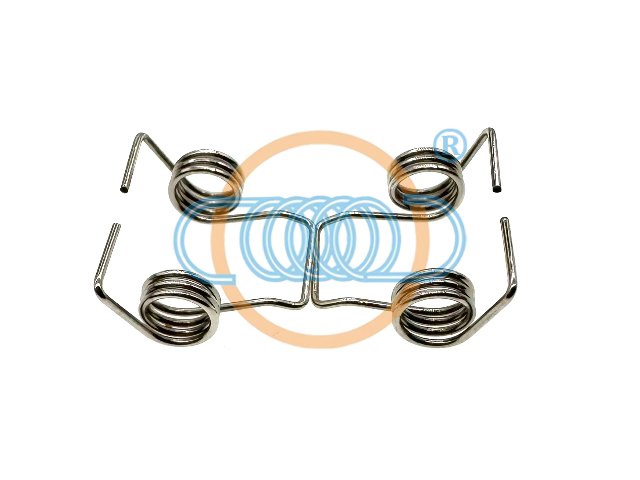
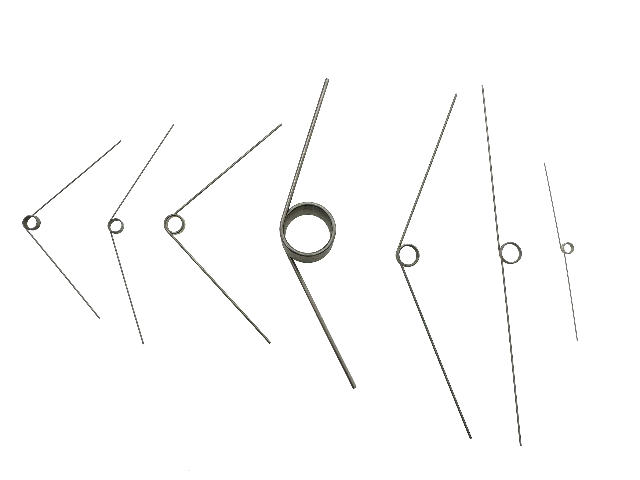
扭转弹簧属于螺旋弹簧。扭转弹簧的端部被固定到其他组件,当其他组件绕着弹簧中心旋转时,该弹簧将它们拉回初始位置,产生扭矩或旋转力。扭转弹簧可以存储和释放角能量或者通过绕簧体中轴旋转力臂以静态固定某一装置。这类弹簧通常是密身的,但是,簧圈之间有节距以减少摩擦。它们对旋转或旋转外力产生阻力。根据应用要求,设计扭转弹簧的旋向(顺时针或逆时针),从而确定弹簧的旋向。各圈或是紧密围绕或是分开围绕,能适任扭转负荷(与弹簧轴线成直角)。弹簧之末端可绕成钩状或直扭转臂。玖胜品牌凭借其专业的技术团队和先进的生产设备,打造出质量优异的扭转弹簧产品。

扭簧是一种用于机械装置和电子设备中的重要弹性元件。为了保证扭簧的质量和性能,需要进行一系列的加工工艺流程。一、准备工作阶段。在进行扭簧的加工之前,需要进行一些准备工作。1.确定材料和工具:首先,加工人员需要根据设计需求确定所需的扭簧材料,如钢丝等,并准备所需的工具,如扭簧机、切割机等。2.检查材料:对于每次加工,都需要对材料进行检查,确保材料质量符合要求。3.调整扭簧机:根据所需的扭簧规格和材料特性,需要对扭簧机进行必要的调整,以确保加工出来的扭簧符合要求。在完成准备工作后,即可开始进行扭簧的加工.1.切割材料:首先,需要使用切割机将钢丝切割成所需长度,并确保钢丝两端平整。2.扭制:接下来,将钢丝固定在扭簧机上,并选择所需的扭簧规格,开始进行扭制,在扭制的过程中,需要根据材料特性和扭簧规格进行必要的调整,以保证扭簧质量。3.热处理:扭簧加工完成后,需要进行热处理,以提高扭簧的弹性和硬度。热处理的温度和时间需要根据扭簧材料和规格进行调整。4.喷漆:为了保护扭簧表面,并增加美观度,需要对扭簧进行喷漆处理,在喷漆之前,需要进行表面处理,以去除任何杂质和油污。玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。不锈钢304扭簧公司
弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。不锈钢304扭转弹簧公司
扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。不锈钢304扭转弹簧公司