弹簧电镀锌层,锌在干燥的空气中较安定,几乎不发生变化,不易变色,在潮湿的空气中会生成一层氧化锌或碳式碳酸锌的白色薄膜,这层致密的薄膜可阻止继续遭受腐蚀,因此度锌层用于弹簧在一般大气条件下防腐蚀保护层,凡与硫酸、盐酸、苛性钠等溶液相接触,以及在三氧化硫等气氛的潮湿空气中工作的弹簧,均不宜用锌镀层。一般镀锌层镀后径钝化处理,钝化可提高镀层的保护性能和增加表面美观。电镀隔层:在海洋学或者高温的大气中,以及与海洋接触的弹簧,在70笔热水中使用的弹簧,镉比较安定,耐腐蚀性能较强,镉镀层比锌镀层光亮美观、质软,可塑性比锌好,镀层氢脆性小,适宜与弹簧作保护层,但镉稀少,价昂贵,且镉盐毒性大,对环境污染很厉害,因此在使用上受到限制,故大多数只在航空,航海及电子工业所用的弹簧才使用镉镀层做保护层。为了提高镉镀层的防蚀性能,可在镀后进行镉化处理,锌与镉镀层的厚度决定着保护能力的高低,厚度的大小哟版应根据使用时工作环境来选择,镀锌层厚度推荐在6-24队m范围内选取,镀镉层厚度推荐在6-12Dlm范围内选取。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。耐腐蚀扭簧供货及时吗
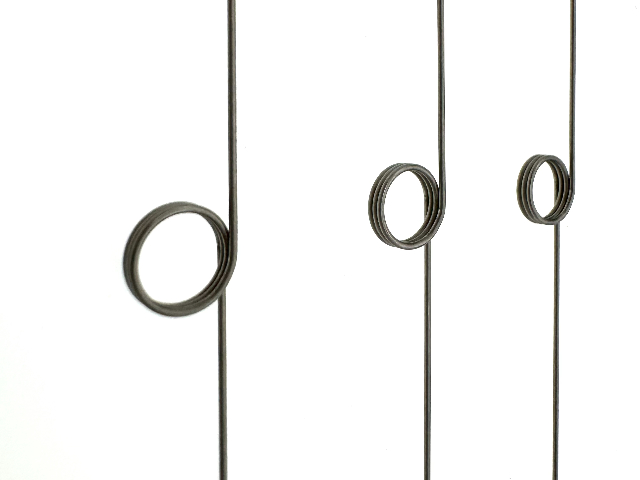
购买扭转弹簧时需要注意扭转弹簧的以下几点参数:参数一:要根据自己所需要的弹簧弹力的大小来选择弹簧线的粗细程度。一般用字母d来表示。参数二:还要了解扭转弹簧的截面直径大小。参数三:扭转弹簧的自然长度,以及扭转弹簧的扭转角度是多少,要计算好扭转弹簧所能够支撑的作用力才可以延长扭转弹簧的使用寿命。参数四:还要了解不同的扭转弹簧负荷时多少,然后才可以根据自身需要选购弹簧参数五:要特别注意的是弹簧的螺旋方向,这是我们日常生活中常见的失误区,人们往往将方向旋转记错。所以这一点一定要好好记住。广东耐疲劳电推剪弹簧出售在精密制造领域,玖胜的扭转弹簧以其高精度和长寿命著称。

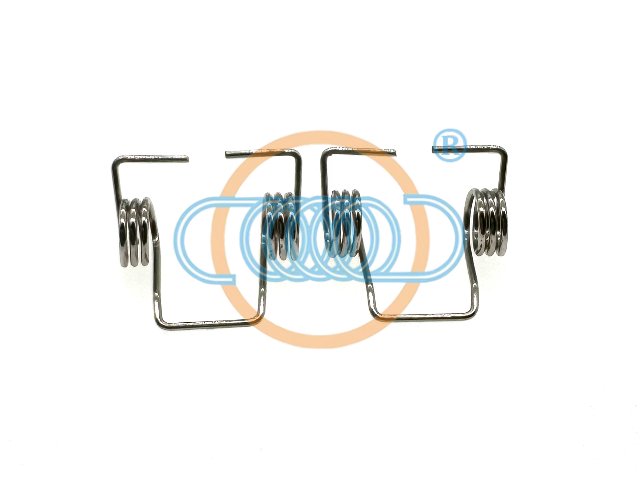
扭簧在使用中频繁断裂,可能是由以下因素导致:1.材料选择不当扭簧通常使用的材料是高碳钢丝,它具有优异的弹性和强度,但同时也比较容易出现断裂现象。如果选择不当的材料或使用次数过多,扭簧就容易断裂。2.设计不合理扭簧的设计需要根据使用环境和实际要求,选择合适的参数和制造工艺,以确保弹簧能够正常工作。如果设计不合理,会导致扭簧过度变形或过度受力,从而导致扭簧不堪重负而断裂。3.生产工艺不规范扭簧的制造需要严格的工艺要求,如拉丝、热处理、钩圈等环节。如果生产工艺不规范或存在质量问题,会影响扭簧的强度和韧性,从而导致扭簧在使用过程中频繁断裂。
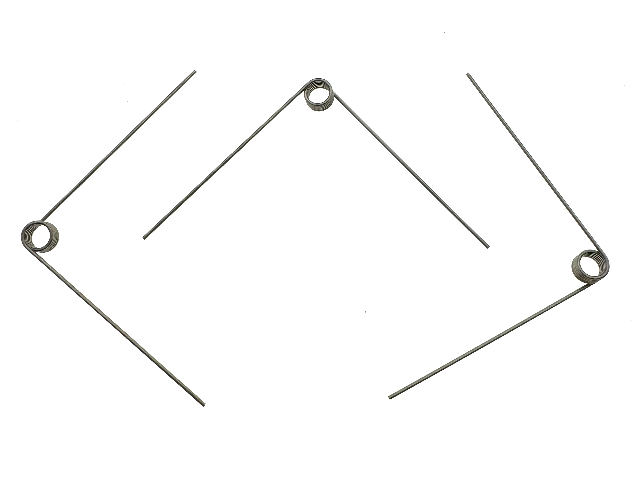
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。我们知道您关心的是质量:20年专注耐疲劳弹簧的生产定制厂家,良品率在99.8%以上!
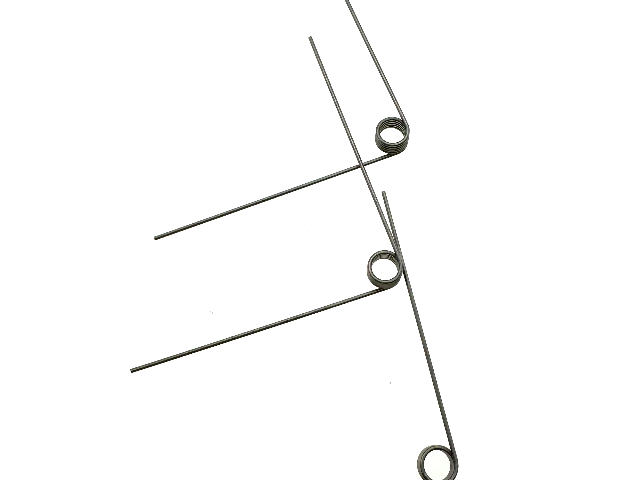
扭转弹簧属于螺旋弹簧的一种,该款弹簧产生扭矩或扭转力,扭转弹簧的端部被固定到其他组件上,当其他组件绕着弹簧中心旋转时,该弹簧将他们拉回初始位置。虽然该款弹簧称之为扭转弹簧,但他受弯曲应力而不是扭转应力的制约,扭转弹簧可以储存和释放角能量或者通过绕簧体中轴旋转力臂以静态固定某一装置。扭转弹簧通常是密神的,但是,黄圈之间有节距以减少摩擦。他们对旋转或旋转外力产生助力。根据应用要求,设计扭转弹簧的旋向顺时针或逆时针。从而确定弹簧的旋向。扭转弹簧的材质决定了其适用场景和寿命。广东电推剪弹簧现货
东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。耐腐蚀扭簧供货及时吗
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。耐腐蚀扭簧供货及时吗