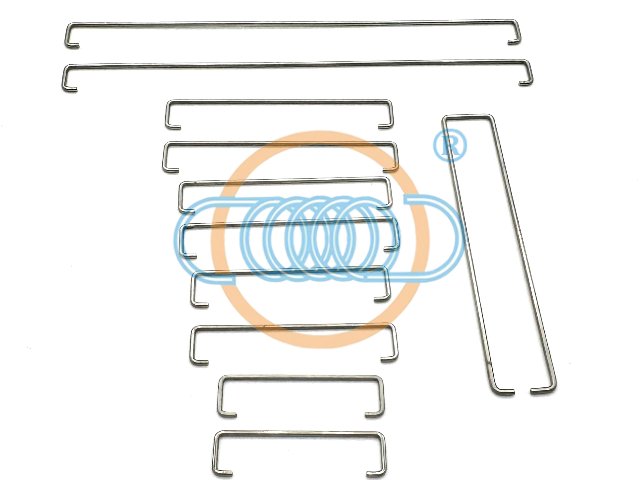
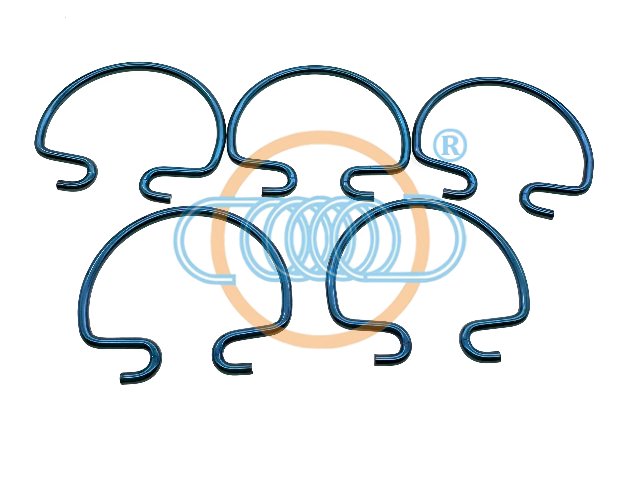
下面是使用较多的异形弹簧,其种类和功能小编在工作中的经验累积,分享与大家:1.异形弹簧之变径螺旋弹簧。变径螺旋弹簧主要应用在特殊场合,其弹簧多为圆截面材料,而且大都承受着压缩载荷。2.异形弹簧之片类弹簧。片类弹簧也称为片弹簧,其弹簧的材料多采用弹簧用带材(或板材),其工序是在用设备或通用压力加工机床上,使用相应的模具加工出来的。由于片弹簧、波形簧、轻型弹簧的材料厚度较薄,故在工业中这类弹簧的用途很广。3.异形弹簧之矩形弹簧。矩形弹簧简称矩形簧,是在安装空间受到限制时,常采用矩形截面材料的弹簧。因这矩形弹簧可以在相同的空间和变形量下能够获得较大的承载负荷。矩形弹簧与圆截面材料的弹簧相比,在同等的空间条件下,矩形弹簧的截面面积大,故能够吸收的能量也就大,多用于重型机械、冲压模具或刚度特别大的弹簧。4.异形弹簧之碟形弹簧。碟形弹簧因尺寸小、重量轻,所以被经常用于缓冲、避振等场合,同时也在冲压模具、阀类离合器紧固件以及大型工程机械上获得普遍应用。东莞专业做弹簧的厂家-规格齐全-价格实惠。耐腐蚀异形弹簧

制作异形弹簧会出现哪些缺陷:(1)由于压料芯为复杂型面故采用铸件成形后再对导向面进行机加工,造成加工面与凹模导向面滑配后存在间隙误差,在模具正常运行过程中出现了压料芯左/右摆动。(2)压料芯导向长度设计为125毫米,实际导向长度为100毫米,虽然在设计范围内,但存在托起部分110毫米,运动超过有效导向长9毫米,存在压料芯托起不稳定,制件定位不准的弊病。(3)异形弹簧长达100毫米的成形高度,需设计用的导滑板,不能靠加工面与凹模侧壁滑配间隙导向,侧斜致摩擦力增大,自润滑效果极差,强大的侧向力得不到有效消除,批量生产后会导致因长期磨损而引起导向间隙增大,提前丧失模具正常导向效果,从而会产生恶性质量事故。进口异形弹簧加工订做弹簧定做就选玖胜五金弹簧,工程团队一站式为您服务。
弹簧的腐蚀按其反应的类型可分为化学腐蚀及电化学腐蚀。他们都是弹簧表面金属原子的变化或电子得失变成离子状态的结果。弹簧受化学腐蚀是少量的、缓慢的、而受电化学腐蚀是主要的,普遍的。但一般来说讲化学腐蚀与电化学腐蚀是同时存在的。弹簧在制造、存放、使用等过程中,经常会遭受周围介质的腐蚀。由于弹簧在工作时是靠弹力发挥作用,弹簧被腐蚀后弹力会发生改变而丧失功能。所以防止弹簧的腐蚀可以保证弹簧的工作稳定,并延长其使用寿命。弹簧的腐蚀方法一般采用保护层,根据保护层的性质可分为:金属保护层、化学保护层、非金属保护层和暂时性保护层等,在此看重介绍前面三种方法。不锈钢弹簧和铜弹簧本身就具有一定防腐能力,所以一般不进行防腐处理随着弹簧的应用越来越广,对弹簧配件的技术性和产品的多样性要求也越来越高。
玖胜介绍弹簧的分类及工艺用途一般常见的弹簧可分为:螺旋压缩弹簧,;螺旋拉伸弹簧,螺旋扭转弹簧三大类。弹簧作为五金工业系统中的一个重要元件,有着非常大的使用量,而且种类繁多,是机械行业和日常生活中较为常用的零件,弹簧在受载时能产生较大的弹性变形,把机械工或动能转化为变形能,而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能弹簧钢丝是用于做弹簧或钢丝型件的一种钢丝,由于弹簧依靠弹性变形产生能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。玖胜专注耐疲劳弹簧制造多年,一站式贴心服务。
弹簧金属表面镀层和有机涂层都应满足涂(镀)层致密、均匀一致、与基体结合牢固的要求。而涂(镀)层中出现诸如涂(镀)层脱落、鼓泡或发花以及局部无涂覆层等,多数情况下都是由于金属涂(镀)前表面不洁净所致。与有机溶剂涂料相比,以水为溶剂的弹簧金属表面涂覆处理,如电镀、阳极氧化、磷化以及水性涂料涂装等对金属表面的有机物污染更为敏感,即使是单分子层的污染物,都可能导致整个工艺的失败。因此,材料表面涂(镀)前处理后的清洁度至关重要。表面张力法根据表面油污对其表面能的影响,通过金属在一系列表面张力不同的试液中是否浸润以确定其表面能,据此判断其表面的干净程度。如配成从80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面张力相应地从24.5×10-5N/CM增加到66.0×10-5N/CM。油漆法将除油剂滴在金属表面上,然后蒸干,如无痕迹,表面金属表面是洁净的,如出现圆环则表明有油污存在。东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。广东耐腐蚀天线弹簧现货
玖胜弹簧生产厂家客服人员全天在线服务,您在使用弹簧或者购买弹簧的过程中有任何的疑问,欢迎您与我司联系。耐腐蚀异形弹簧
1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。耐腐蚀异形弹簧