拉伸弹簧的使用寿命,除了取决于制造精度,公道的弹簧结构,良好的热处理效果、正确地选择弹簧机以及拉伸弹簧安装精度之外,更要重视弹簧的准确使用、保养、维护等。针对于此,建议注意以下几点:1、使用拉伸弹簧前必须严格检查,确认无赃物灰尘等,仔细检查,定期的对冲床的转盘和模具安装底座进行检查,以保证上下转盘的同轴精度。2、拉伸弹簧的凸模和凹模刃口磨损时应及时停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,减少模具的使用寿命,降低弹簧质量。3、按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹拉伸弹簧的方向一致,尤其是具有方向要求的拉伸弹簧更要细心,以免弄错。4、弹簧加工职员在安装模具时应使用较软的金属制成操纵工具,防止安装过程中敲、砸时损坏拉伸弹簧。5、想使拉伸弹簧的寿命长久一些,就应该定期的对模具弹簧进行更换,防止劳损影响拉伸弹簧使用寿命。 拉伸弹簧的寿命受到多种因素的影响,如材质、工艺和使用环境等。东莞耐热型拉力弹簧生产工艺

拉伸弹簧是一种应用于工业领域的弹性元件,具有重要的功能和应用价值。它不仅在机械制造、汽车、航空航天等行业中扮演着重要角色,同时也被运用于家电、通讯设备等日常生活领域。作为一种零部件,拉伸弹簧的研发需要精密的设计和试验验证,以确保产品的质量和性能达到标准要求。生产过程中需要严格控制材料选用、加工工艺等环节,以确保产品在使用过程中能够稳定可靠。我们将加强与客户的沟通和合作,根据客户需求提供个性化的解决方案。随着人们对产品质量和使用体验的要求提高,拉伸弹簧的功能和应用范围也将不断扩大。我们将继续加大对研发和创新的投入,不断优化产品的设计和性能,以满足市场的需求。我们公司对拉伸弹簧产品的承诺是,始终以客户需求为导向、高性能的产品。我们将严格控制产品的生产过程,确保产品的质量和可靠性。同时,我们致力于与客户建立长期的合作关系,提供及时的售后服务和支持,以解决客户在使用过程中的问题和需求。我们相信,通过我们的努力和客户的支持,拉伸弹簧产品将会在市场上取得更大的成功。东莞琴钢线拉簧送货上门拉簧钩环既要满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。

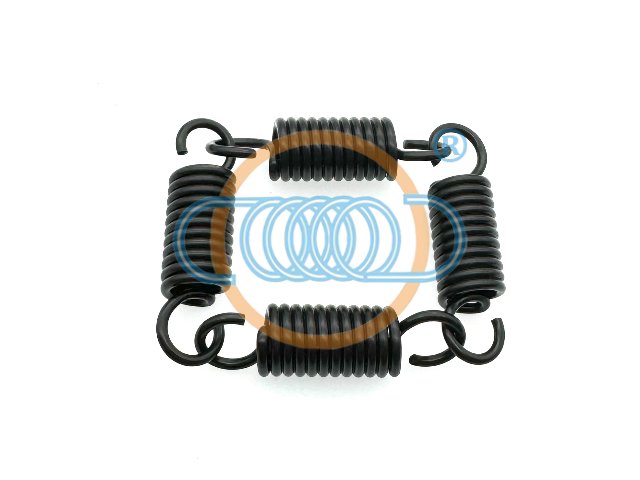
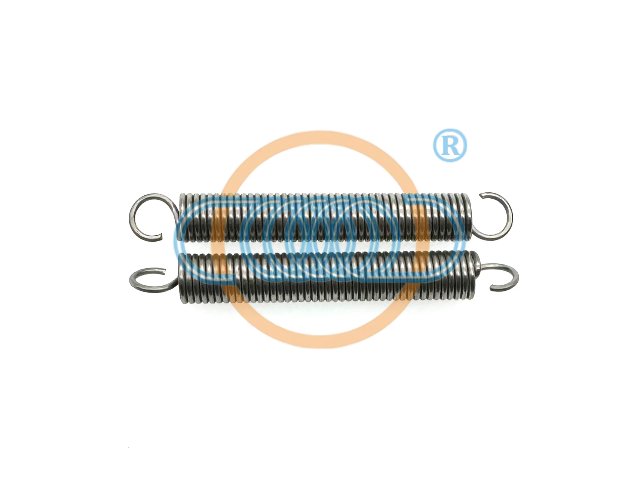
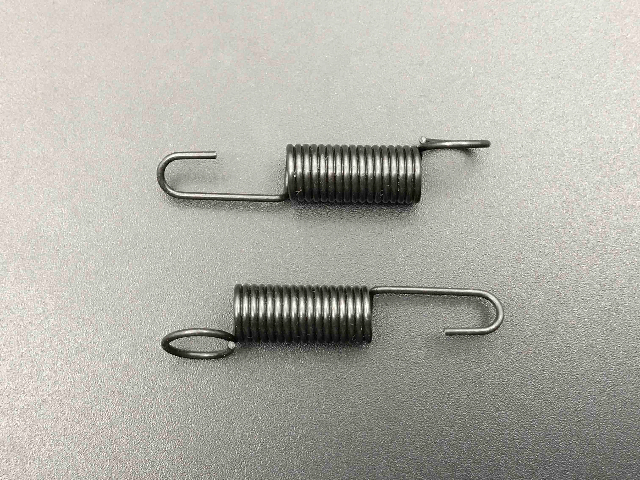
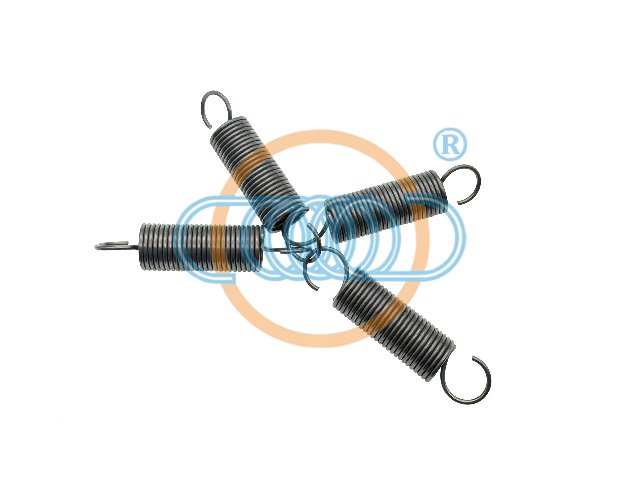
拉伸弹簧与其它弹簧的区别在于,拉伸弹簧有许多有效匝,两端有不同形状的“钩”。两端的“挂钩”用于承受不同形状和角度的载荷。此外,还有一些其他复杂的样式,如调整弹簧长度等。拉伸弹簧的有效圈数是紧密的,并且在一起,这保证了拉伸力并且存储了尽可能多的能量。螺旋拉伸弹簧由螺旋部分和钩环部分组成。在生产中应用拉伸弹簧的方法有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。各种钩环形式适用于不同场合的使用要求,在设计和加工中根据不同要求生产不同的钩环。拉簧钩环既要保证和满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。因此,在加工钩环时应尽量增大过渡段的曲率半径,减少应力集中现象。
一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。玖胜,您值得信赖的压缩弹簧品牌,我们用心为您打造每一款产品。

长时间使用,会让拉伸弹簧的形状以及性能都发生变化,如果一直处于某种情况下,拉伸弹簧可能会因外部条件而发生质上的变化,一般都有以下情况:拉伸弹簧的磨损:磨损分为,磨料,疲劳和腐蚀磨损断裂,腐蚀疲劳断裂:拉伸弹簧在循环截荷和腐蚀介质共同作用下发生断裂。应力腐蚀断裂:在拉应力和腐蚀介质共同作用下引起拉伸弹簧断裂现象。脆性断裂:弹簧断裂中绝大部分属于脆性断裂,只有当工作温度较高时,才有可能出现塑性断裂,在工程上把疲劳断裂,应力腐蚀断裂及氰脆断裂等称为脆性断裂。氰脆,镉脆,黑脆:由于弹簧材质中有杂质含量过高引起的脆断。拉伸弹簧疲劳断裂弹簧在循环载荷作用下的断裂根据弹簧需承受的力量和环境的来选择材料,例如,304耐腐蚀能力强,琴钢丝抗拉强度高,SUS631材质耐高温。广东耐高温拉伸弹簧厂
弹簧定做就选玖胜五金弹簧,工程团队一站式为您服务。东莞耐热型拉力弹簧生产工艺
弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。 2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。 3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。 4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。东莞耐热型拉力弹簧生产工艺