
- 品牌
- 源桐合金电极
- 型号
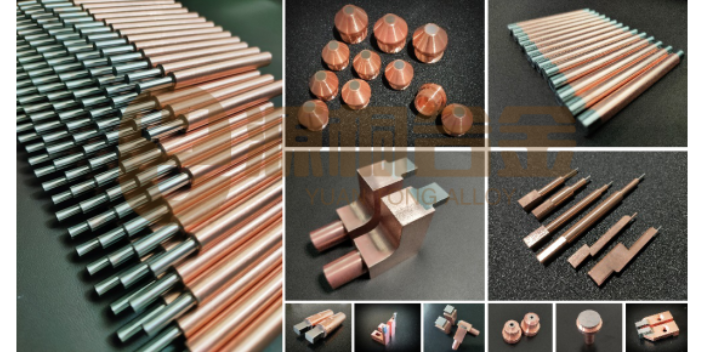
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极是电阻焊机中直接与焊件接触并向焊件传输电流的部件,它对焊接质量和效率有着重要的影响。电阻焊电极通常由导电性能良好的金属材料制成,如铜、铬锆铜、钨铜等。其形状和尺寸会根据具体的焊接工艺和焊件要求进行设计和制造。在电阻焊过程中,电极通过与焊件表面的接触产生电阻热,使焊件局部加热至熔化或塑性状态,从而实现焊接。为了保证焊接质量,电极需要具备以下特点:-良好的导电性:确保电流能够均匀地通过电极,以产生均匀的加热效果。-合适的硬度和耐磨性:能够承受焊接过程中的压力和摩擦,延长电极的使用寿命。-抗高温性能:在高温下保持良好的性能,避免变形或熔化。-易于维护和更换:方便电极的清理和修整,以保证焊接质量的稳定性。电阻点焊是在汽车车身装配过程中应用常用的一种焊接工艺。标准电阻焊电极批量定制
电阻焊电极
正确使用和轮换电阻焊电极电极电极放置与保持:确保电极放置正确,保持电极之间的平面在同一平面内,防止极拘等现象。轮换频率:对使用频率高的电极,应采取轮换制度,让电极有时间降温和休息,从而延长使用寿命。4.定期维护与保养清洗与研磨:定期对电极进行清洗和研磨,去除表面的氧化物和污垢,保持电极表面光洁。存放管理:电极存放时应保持干燥和清洁,避免受潮和腐蚀。5.改进焊接工艺减少重复操作:了解焊接要求,优化焊接流程,减少不必要的重复操作。提高操作技能:加强对操作人员的培训和教育,提高其操作技能和质量意识,减少因操作不当导致的电极损坏。6.监控与评估定期检查:定期对电极进行检查,包括磨损情况、几何形状变化、裂纹和腐蚀等,及时发现并处理问题。数据记录与分析:记录焊接过程中的各项参数和电极使用情况,通过数据分析找出影响电极寿命的关键因素,并采取相应的改进措施。通过选择合适的电极材料、控制焊接参数、正确使用和轮换电极、定期维护与保养、改进焊接工艺以及监控与评估等措施,可以延长电阻焊电极的使用寿命,提高焊接质量和生产效率点焊电阻焊电极专卖电阻焊电极的设计理念是一个综合考量的过程,需要在材料选择、结构设计、表面处理、散热设计。

启动电阻焊设备,使电流通过焊接件,产生热量。热量使焊接面温度升高,形成可焊接状态。设定时间:根据焊接要求,设定焊接时间。在设定的时间内,电流持续通过焊接件,产生足够的热量以熔化金属。断电冷却:达到设定的焊接时间后,断开电流,使焊接部位在压力作用下冷却结晶,形成牢固的焊缝。7.焊后处理焊接完成后,断开电流,等待焊接部位完全冷却,避免烫伤。如果需要对焊接部位进行进一步加工,可以进行打磨、抛光等后续处理。注意事项安全保护:在焊接过程中,应佩戴防护眼镜、手套等个人防护装备,避免电流和火花对人体造成伤害。设备维护:电极使用后应及时清洗和保养,避免杂质和腐蚀物对电极产生损坏。定期检查电极工作状态,如发现电极出现异常磨损、开裂等情况,应及时更换。避免空载:避免电阻焊电极长时间空载运行,以免过热损坏。电阻焊电极的焊接方法多种多样,常用的有点焊、缝焊和对焊等。每种方法都有其特定的工艺过程和适用场景。通过合理的选择和操作,可以确保焊接质量和安全性。
电阻焊电极的使用寿命受多种因素的影响,包括但不限于电极材料、焊接电流、焊接周期、轮换频率、使用条件以及维护管理等。以下是对电阻焊电极使用寿命的详细操作和管理方法:1.电极材料的选择高电导率和热导率:电极材料应具有高电导率和热导率,以减少能量损失和热量积累。硬度和耐磨性:良好的硬度和耐磨性可以抵抗高温高压下的机械磨损和变形。抗腐蚀和抗氧化性:在高温下能抵抗环境腐蚀和氧化,延长使用寿命。例如,涂层电极通过提高电极的抗塑性变形能力和限制锌和电极间的冶金反应,可以适当延长使用寿命。涂层电极的使用寿命可达2200次以上,是普通电极的2.5倍以上。2.控制焊接参数焊接电流:电流过高会加速电极磨损和氧化,电流过低则可能影响焊接质量。应根据具体焊接需求选择合适的电流。焊接周期:合理安排焊接周期,避免电极长时间处于高温状态,以减少热疲劳和热损失。
电阻焊电极因其独特的性能和广扩的应用领域,在现代工业生产中扮演着不可或缺的角色。

电阻焊的焊接过程大致可以分为以下几个步骤:预压阶段:通过电极对工件施加一定的压力,使工件表面紧密接触,形成稳定的焊接接触面。通电加热阶段:在电极与工件之间通以一定大小的电流,利用电流通过接触面时产生的电阻热将工件加热至塑性状态或熔化状态。维持阶段:在工件达到所需焊接温度后,保持一定时间的电流和压力,使工件在塑性状态下或熔化状态下进行充分的扩散和融合。冷却阶段:在焊接完成后,切断电流并继续保持一定时间的压力,使焊接接头在冷却过程中形成良好的冶金结合。将电阻焊电极安装到电阻焊机的相应位置,确保电极与焊机的连接牢固可靠。标准电阻焊电极批量定制
常用的电阻焊电极材质包括铜、铬铜、钼铜、钨铜等,不同的材质具有不同的导电性、耐热性和寿命。标准电阻焊电极批量定制
电阻焊电极的设计优化是提升焊接质量、延长电极寿命的关键。一方面,通过精确计算电极的截面形状、尺寸及冷却通道布局,可以有效降低焊接过程中的热应力集中,提高电极的散热效率,减少电极磨损。另一方面,采用先进的表面处理技术,如镀层、渗碳、喷丸等,可以增强电极表面的硬度、耐磨性和抗粘附性,改善焊接界面的润湿性,提高焊接接头的质量。此外,随着智能制造技术的发展,电阻焊电极的生产也逐步实现自动化、智能化,通过精确控制电极的制造过程和质量检测,确保每一只电极都能达到比较好的使用状态。标准电阻焊电极批量定制

阻焊焊接质量受多种因素影响,主要包括以下几个方面:焊接电流:焊接电流的大小直接影响焊接接头的温度分布和加热速度,进而影响焊接质量。过大的电流可能导致焊接接头过热,甚至熔化,而过小的电流则可能无法使工件达到足够的焊接温度。焊接时间:焊接时间的长短决定了工件在焊接过程中加热的程度和时间,从而影响焊接接头的组织和性能。过长的焊接时间可能导致焊接接头晶粒粗大,降低其力学性能;而过短的焊接时间则可能使焊接接头未能充分融合。电极压力:电极压力的大小直接影响焊接接头的接触状态和电阻热的大小。适当的电极压力可以确保工件之间的紧密接触和均匀加热;而过大或过小的电极压力则可能导致焊接接头接触不良或过热。电极材料和...
- 河北附近哪里有电阻焊电极冲压 2025-01-13
- 海南新款电阻焊电极形状 2025-01-12
- 江西合金电阻焊电极包含哪些 2025-01-12
- 河北什么电阻焊电极价格 2025-01-11
- 江西进口电阻焊电极哪里有卖的 2025-01-11
- 江西耐用电阻焊电极出厂价格 2025-01-11
- 吉林点焊电阻焊电极 2025-01-11
- 江西什么电阻焊电极厂家现货 2025-01-10
- 河北特点电阻焊电极厂家现货 2025-01-10
- 江西加工电阻焊电极硬度 2025-01-09



- 江西什么是电阻焊电极推荐 2025-01-08
- 江西有哪些电阻焊电极工厂直销 2025-01-08
- 广东靠谱的电阻焊电极厂家 2025-01-07
- 河北定制电阻焊电极故障维修 2025-01-07
- 什么是电阻焊电极大概多少钱 2025-01-07
- 本地附近电阻焊电极专卖 2025-01-07





- 江西创新钨铜触头形状 01-13
- 海南现代电阻焊电极维修价格 01-13
- 海南耐用镶嵌电极维修价格 01-13
- 有哪些镶钨电极厂家现货 01-13
- 怎样镶钨电极价格优惠 01-13
- 发展镶嵌电极厂家直销 01-13
- 广东实用镶嵌电极直径 01-13
- 江西国产钨铜触头规格 01-13
- 河北附近哪里有电阻焊电极冲压 01-13
- 特色镶嵌电极设计 01-13