畅晨机械生产的灰铁铸件和球墨铸件的区别:1、灰铁的石墨是平扁片状的,球铁的石墨是圆球状的。敲击球墨铸铁如发出近似敲击碳钢的声音,说明球墨铸铁球化不错。而灰铁敲击声音听起来,很闷。2、关于球化率问题,可以这么说,同样是球墨铸铁的产品,球化率不同,那质量也就不同,价格上也有很大区别。一般工厂已球化率达到85%为合格产品。球化率85%以下的是因为铸造的时候,没有球化好而造成铁水温度**造出来的产品承载压力达不到要求。3、从断口(不是经过机械加工的表面)的外观可以简单区别球铁铸件和灰铁铸件,用肉眼观察,灰铁断口的晶粒比较粗大,为灰白色,晶面有金属光泽。球铁的断口晶粒很细小,为黑灰色,如果球化好的话几乎没有金属光泽,如果有发白的光泽,一般情况是出现白口组织。4、从冶炼方法来说,球铁是在冶炼时在灰铁中加孕育剂与球化剂使石墨由分散的团絮状变成球状,以减小对铁素体的割裂,增大强度,提到性能来达到的.5、从力学性能上区分,灰铸铁的力学性能低于球墨铸铁,灰铸铁的力学性能区间为100-350MPa,而球墨铸铁铸件的力学性能为350-700MPa;此外,球铁还有延伸率方面的要求,而灰铸铁则少有这方面的要求。您喜欢灰铁球墨铸件的这些特点吗?赣州HT300灰铁球墨铸件加工来图定做
铸铁分类按碳存在的形式分类,铸铁可分为灰口铸铁、白口铸铁和麻口铸铁三大类。1、灰口铸铁中的碳除微量溶入铁素体外,全部或大部以石墨形式存在,因断口呈灰色,故名灰口铸铁;2、白口铸铁中的碳完全以渗碳体的形式存在,断口呈亮白色。白口铸铁很难切削加工,主要作炼钢原料使用。但由于它的硬度和耐磨性高,也可以铸成表面为白口组织的铸件,如轧辊、球磨机的磨球等;3、麻口铸铁中的碳以石墨和渗碳体的混合形式存在,断口呈灰白色。这种铸铁有较大的脆性,工业上很少使用。按铸铁的石墨形态分类为:灰口铸铁可分为普通灰铸铁(石墨呈片状)、蠕墨铸铁(石墨呈蠕虫状)、可锻铸铁(石墨呈团絮状)和球墨铸铁(石墨呈球状)四大类。(还有其他分类方法,工程应用中不常用,就不再赘述)普通灰铸铁:蠕墨铸铁:可锻铸铁:合肥QT400灰铁球墨铸件异型模具想要买灰铁球墨铸件?您要先了解灰铁球墨铸件的特点。

在很多人看来,灰铸铁和球墨铸铁的模样看着十分相似,但其实区别还是很大的,主要的区别还是铸铁厂家上述所说的内部组织的区别,内部组织不同就会导致物理性质不同,像比如灰铸铁的耐性不强,但是消振能力强,球墨铸铁的耐性强,所以导致其可塑性也强,每个材质都有自己的优缺点,大家只要根据自己产品所需要的特性来选择材质就可以了。当灰铸铁共晶凝固的时候,共晶团中的石墨片既和奥氏体接触,也和碳含量高的铁液直接接触,铁液中的碳,除了会通过奥氏体向石墨扩散之外,还会直接向石墨片扩散,因此铁液-奥氏体界面处的奥氏体中的含碳量比较低,大约在1.55%左右。
灰铁铸件基本特点是:黏土含量高,水分低,煤粉的加入量也较低。
灰铁铸件高密度造型型砂的基本特点是:黏土含量高,水分低,煤粉的加入量也较低。因此,在配砂时应把握好以下几点。①黏土含量和含泥量。黏土含量高的型砂,随比压升**度也提高,通常有效膨润土控制在7%~10%。型砂中有效黏土和死黏土之和相当于含泥量,含泥量一般控制在12%~16%。含泥量太高或太低均会影响型砂的各项性能指标。②水分。消失模铸件制造型砂中的水分是决定黏土的塑性和黏结力的主要因素。水分太高时,易引起黏土黏结力恶化,型砂的流动性下降,得不到均匀的铸型密度。水分太低时,型砂不易混匀,型砂强度低,脆性大,起模性差,易使铸件产生粘砂缺陷。一般水分应控制在比得到湿压强度峰值时的水分高出10%~20%。③原砂粒度。高密度造型时砂型密度较高,浇注时膨胀大,因此原砂粒度不宜过分集中,原砂颗粒呈圆形或多角形,一般选择三筛砂或四筛砂。 上海畅晨机械设备有限公司主营产品包括灰铁球墨铸件。

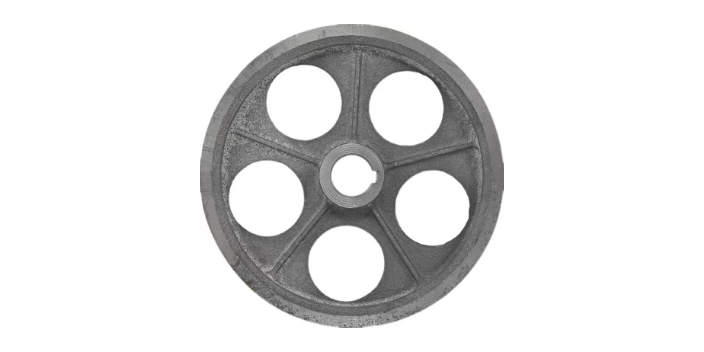
球铁铸件差不多已在所有主要工业部门中得到应用,这些部门要求高的强度、塑性、韧性、耐磨性、耐严重的热和机械冲击、耐高温或低温、耐腐蚀以及尺寸稳定性等。为了满足使用条件的这些变化、球墨铸铁有许多牌号,提供了机械性能和物理性能的一个很宽的范围。为珠光体型球墨铸铁,具有中高等强度、中等韧性和塑性,综合性能较高,耐磨性和减振性良好,铸造工艺性能良好等特点。能通过各种热处理改变其性能。主要用于各种动力机械曲轴、凸轮轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件。灰铁球墨铸件的系列有很多种。滁州耐磨灰铁球墨铸件异型模具
上海畅晨机械设备有限公司的灰铁球墨铸件产品种类繁多。赣州HT300灰铁球墨铸件加工来图定做
翻砂是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量的60%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。制造铸铁件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。为了使砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。有了木模,就可以翻制空腔砂型。赣州HT300灰铁球墨铸件加工来图定做