- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
低倍腐蚀技术的应用范围十分宽广。除了钢铁行业,在有色金属如铜、铝及其合金的研究和生产中也发挥着关键作用。对于铝合金,低倍腐蚀能够揭示出晶粒大小、晶界分布以及可能存在的裂纹和孔洞等缺陷。这对于评估铝合金的加工性能和使用可靠性至关重要。比如,在航空航天领域使用的铝合金零部件,必须经过严格的低倍腐蚀检测,以确保其在极端条件下的安全性和稳定性。任何微小的缺陷都可能在飞行过程中引发严重的事故,因此低倍腐蚀成为了保障飞行安全的重要环节。低倍腐蚀的孔洞是怎么产生的?本地附近低倍腐蚀售价

低倍组织酸蚀方法以及全自动低倍组织酸蚀系统。该方法包括:由火焰切割机对试样进行切割;由叉车把切割好的试样运送到自动试验平台,进行冷却作业;通过自动行车将试样吊运到铣磨床进行加工;将加工后的试样输送至全自动电解腐蚀机处,进行腐蚀并清洗;由输送带将试样输送到拍照点,自动拍照,并将试样返回货架。该装置包括:上述火焰切割机、叉车、行车、对钢样酸蚀、清洗和干燥的酸洗机以及对钢样进行拍照的摄影装置。通过上述结构改进,本发明需将经铣磨过的立面浸入酸洗机中,节省了盐酸的用量,同时避免了浸没整个钢样时出现的盐酸外溅的情况,因此该全自动低倍组织酸蚀系统能够简便、安全地对钢材试样进行质量检测。低倍组织酸蚀就是通过对钢样表面进行酸蚀,以确定钢材内部是否存在诸如内裂、翻皮、疏松、白点、夹杂等各种非连续组织和缺陷。国产低倍腐蚀厂家报价热酸蚀低倍检验方法介绍。
低倍组织热酸蚀装置在酸蚀槽中加入适量的1:1的盐酸水溶液,同时考虑放置样品的体积。若太高,液体易漏出;若太低,液体将不能淹没电加热器,电加热器将会烧坏。在开电源之前应注意,由于酸液在长期使用中会减少,因此,在开电源之前,必须检查液面的高低,以保证有足够的液体,使液面高于电加热器的加热部分,否则,应添加腐蚀液插上电源,打开控制器背面的电源开关;按选择按钮一次,再按增加或减少按钮,可设定加热温度。按标准一般设定为70。C;再按选择按钮一次,再按增加或减少按钮,可设定在设定加热温度下的保温时间。一般设定为20分钟;再按选择按钮一次,即完成设定;按加热按钮,加热灯亮,表示开始加热;当液体温度达到设定加热温度时,加热灯熄灭,同时蜂鸣器会发出声音,以提醒操作者到温;用样品筐、样品层板将样品放入酸蚀槽,按定时按钮,蜂鸣器停止发出声音,计时灯亮,剩余时间指示开始减少,表示开始。直到设定的保温时间过后,蜂鸣器开始鸣叫,以提醒使用者,可取出样品。
低倍腐蚀的操作过程虽然看似简单,但实则需要精确的控制和丰富的经验。首先,要选择合适的腐蚀剂,不同的材料通常需要不同的腐蚀剂配方。然后,腐蚀的时间和温度也需要严格掌握。腐蚀时间过长可能会导致过度腐蚀,使组织结构难以分辨;而腐蚀时间过短则可能无法充分显示出缺陷。例如,在检测某一型号的不锈钢时,实验人员需要根据材料的成分和预期的组织结构,调整腐蚀剂的浓度和腐蚀的条件。只有经过多次试验和优化,才能获得清晰、准确的低倍腐蚀结果,为材料的性能评估提供可靠的依据。金相腐蚀剂的选择应遵循哪些原则?

金属铸件在机械制造等领域中应用,但铸件中容易出现各种缺陷。低倍腐蚀对于检测这些缺陷具有重要意义。通过低倍腐蚀,可以清晰地观察到铸件中的缩孔、疏松、气孔等缺陷的分布和大小。缩孔通常出现在铸件凝固的部位,会降低铸件的强度和致密性。疏松则是由于金属凝固过程中补缩不良而形成的微小孔隙。气孔可能是由于熔炼过程中气体未充分排出或浇注过程中卷入气体所致。利用低倍腐蚀技术发现这些缺陷后,可以通过改进铸造工艺,如优化浇注系统、调整凝固顺序、控制熔炼过程中的气体含量等措施来减少缺陷的产生,提高铸件的质量。钢的低倍组织及缺陷酸蚀检验标准。国产低倍腐蚀厂家报价
合金的低倍腐蚀标准及方法是什么?本地附近低倍腐蚀售价
低倍腐蚀,是材料分析和质量检测领域中一项重要的技术手段。它主要用于观察金属材料的宏观组织和缺陷。在低倍腐蚀过程中,通过使用特定的腐蚀剂,使材料表面的不同组织和结构产生不同程度的腐蚀,从而形成清晰的对比。例如,在钢铁生产中,低倍腐蚀可以帮助检测出铸坯中的疏松、缩孔、夹杂物等缺陷。这些缺陷可能会影响钢铁的性能和使用寿命,如果不及时发现和处理,可能会导致在后续的加工和使用中出现问题。通过低倍腐蚀,能够直观地看到这些缺陷的分布和形态,为生产工艺的改进和质量控制提供重要依据。本地附近低倍腐蚀售价

如重轨钢、管线钢、轴承钢、齿轮钢、弹簧钢、油井管钢、锅炉管钢等)连铸坯(方坯圆坯)低倍试验任务,显示中心偏析、三角裂纹、角裂纹、缩孔等质量缺陷,对部分低C、低S的钢种,承担合金钢连铸坯低倍试验任务,并根据显示的质量缺陷以及图谱标准进行质量判定。且测试样件的形状:圆还:<t200mm,方还:200mmX200mm以及360mmX450mm。故在选择统磨床必须能全部覆盖所有样件要求。本发明使用的数控龙门铣床是一台双轴双工位铣磨床,即先进行铣削加工,再进行磨加工,采用先进的进口PLC控制系统实现(X,Z)两轴联动,即龙门架左右两边分别安装铣床主轴箱和砂带机。本机床只要进行单向端面立铣(即双Z轴运作)...
- 标乐低倍腐蚀使用方法 2026-03-21
- 固定低倍腐蚀使用方法 2026-03-20
- 什么是低倍腐蚀推荐 2026-03-20
- 标准低倍腐蚀哪家便宜 2026-03-18
- 耐用低倍腐蚀牌子 2026-03-16
- 什么是低倍腐蚀定做价格 2026-03-15
- 通常低倍腐蚀厂家现货 2026-03-07
- 靠谱的低倍腐蚀什么价格 2026-03-06
- 附近哪里有低倍腐蚀价格 2026-03-06
- 附近哪里有低倍腐蚀常用知识 2026-03-05


- 固定低倍腐蚀定做价格 2026-03-03
- 绿色低倍腐蚀技术指导 2026-03-02
- 什么低倍腐蚀零售价格 2026-02-26
- 一次性低倍腐蚀什么价格 2026-02-25
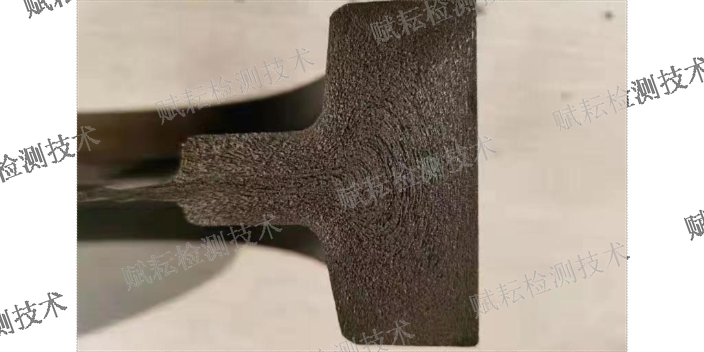
- 浙江锻造流线低倍腐蚀怎么使用 2026-02-08
- 上海耐强酸低倍腐蚀什么价格 2026-01-26





- 什么是镶嵌树脂特价 03-21
- 附近哪里有抛光液成交价 03-21
- 标准抛光液使用方法 03-21
- 标准金相砂纸功能 03-21
- 通常金相磨抛机操作说明 03-21
- 常规金刚石磨盘成交价 03-21
- 实用腐蚀仪常见问题 03-20
- 实用镶嵌树脂技术指导 03-20
- 通常抛光液技术指导 03-20
- 固定低倍腐蚀使用方法 03-20