在弹簧电镀过程中,可能会出现以下问题:1.电镀层出现气泡:可能是因为弹簧表面有油脂或污垢导致的,可以通过完善的前处理工序来解决。2.电镀层出现裂纹:可能是因为弹簧在电解处理或电镀过程中出现过度变形导致的,可以通过优化处理工艺或者提高弹簧的材质硬度来解决。3.电镀层不均匀:可能是因为电镀液浓度或者弹簧的表面处理不均匀导致的,可以通过优化电镀液配方,或者提高表面处理质量来解决。目前,弹簧电镀具有广泛的应用领域,包括家电、汽车、航空航天等领域。未来,随着技术的发展和工艺的突破,弹簧电镀将更具有环保性、适用性和高效性,将在更多的行业和场景中得到应用。我们知道您关心的是质量:20年专注耐疲劳弹簧的生产定制厂家,良品率在99.8%以上!东莞琴钢线双边扭簧批发

弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。东莞耐腐蚀电推剪弹簧定做扭转弹簧生产厂家 质高价优-坚固耐用-现货供应。
弹簧是具有弹性的一种机械零件,能应用到很多电子、机械行业。弹簧使用断裂,是弹簧受损的重要表现。弹簧使用出现断裂多跟弹簧本身的原因有关?首先:弹簧的断裂多跟弹簧的材料有关:弹簧材料中含有杂质过多引起的脆断,所以如果弹簧弹性、抗疲劳性要求比较高的话,我们一般建议用质量好的材料。例如:碳素钢等。第二,弹簧的断裂多跟弹簧的设计有关;一个弹簧比如扭簧、拉伸弹簧、异形弹簧等等中都会出现转角,当转角角度太急、太短时,精密弹簧压力或弹力超过精密弹簧本身的承受力,那么精密弹簧就很容易产生断裂了。第三,弹簧断裂跟弹簧的生产工艺有关:弹簧生产时,要注意弹簧机上面的刀具刮伤或切伤精密弹簧,当我们看到弹簧上面有严重的刮伤或切伤时,这个弹簧的断裂比例是会增加的。第四,弹簧的断裂跟弹簧的热处理有关:弹簧热处理是为了让它弹性更好、定型复位更好,但热处理的温度不能超过精密弹簧线本身的承受能力,(一般不要超过300度)温度太高会使精密弹簧线变脆,从而容易断裂。同时一款精密弹簧的热处理次数不能超过2次。综上所述,弹簧容易断裂多跟弹簧本身的材料和制造工艺相关连,在弹簧使用之前应做好弹簧断裂测试,达到使用寿命的弹簧应该予以更换。
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。玖胜专业为您提供弹簧设计,计算,研发,定制,来料加工,各种非标弹簧生产,20年弹簧定制经验。
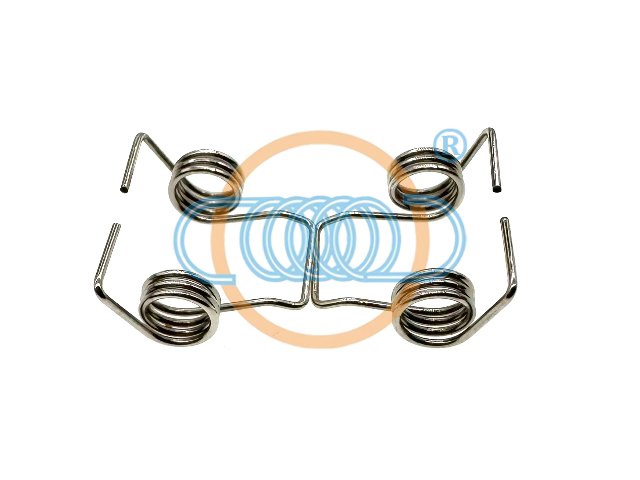
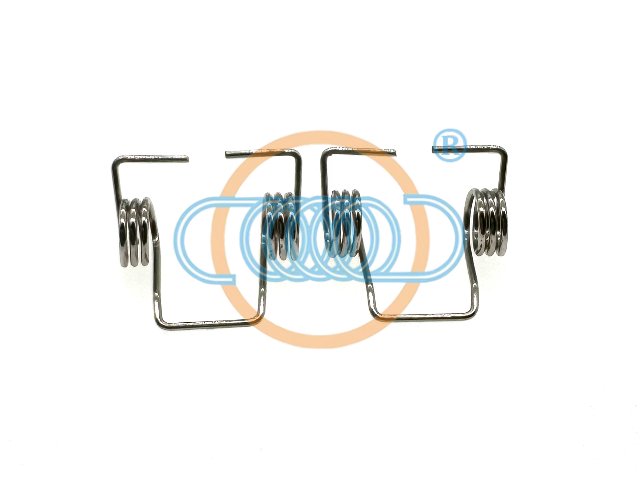
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。玖胜,您值得信赖的压缩弹簧品牌,我们用心为您打造每一款产品。东莞环保型扭簧加工
东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。东莞琴钢线双边扭簧批发
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。东莞琴钢线双边扭簧批发




