- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
- FY-QG
- 尺寸
- 可定制
- 重量
- 可定制
- 产地
- 浙江嘉兴市
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递或物流
金属切割设备的维护保养对长期使用效果至关重要。金相切割机日常维护应包括传动部件的润滑检查、冷却系统的过滤芯更换以及砂轮片的平衡校正。特别需要注意的是,切割片的存放环境需保持干燥,避免因受潮导致结合剂性能下降。在进行高精度切割任务前,建议进行试切以验证设备状态。部分用户通过加装振动监测传感器,实现了对切割过程的实时监控,有效预防了设备故障的发生。定期进行切割参数优化,可在保证切割质量的前提下提升生产效率。 金相切割机的夹具类型。国产金相切割机焊接

设备检查-切割片方面:仔细检查切割片的外观,查看有无裂缝、缺口、磨损过度等情况,任何有损伤的切割片都不能使用,否则在切割过程中可能会出现切割片破裂飞溅,引发严重安全事故。同时,要确认切割片的规格与金相切割机的适配性,比如切割片的孔径需和切割机的主轴匹配,安装后能稳固转动,避免出现松动打滑现象。-夹具状况:检查用于固定样品的夹具,确保夹具的夹紧机构灵活且能够牢固地夹紧不同形状、尺寸的金相试样。如果夹具存在松动、卡滞等问题,会使试样在切割时移位,影响切割精度,甚至可能导致切割片损坏。国产金相切割机焊接金相切割机的智能控制系统是否具备远程故障诊断能力?

金相切割片的使用需遵循特定的操作规范。在切割前应仔细检查设备的传动系统是否存在异常振动,主轴跳动量需控制在合理范围内。切割过程中,冷却液的流量应保持稳定,过低的流量可能导致切割区域温度过高,影响材料微观结构。对于超薄试样的切割,建议采用低进给速率并配合真空吸附装置,以提高切割稳定性。切割完成后,需对切割片进行清洁保养,避免残留碎屑影响后续使用。值得注意的是,不同品牌的切割片在性能表现上存在差异,用户可根据自身需求进行选型测试。
切割方向的要求:对于不同的材料检测要求,对切割方向有要求。以金属材料为例,
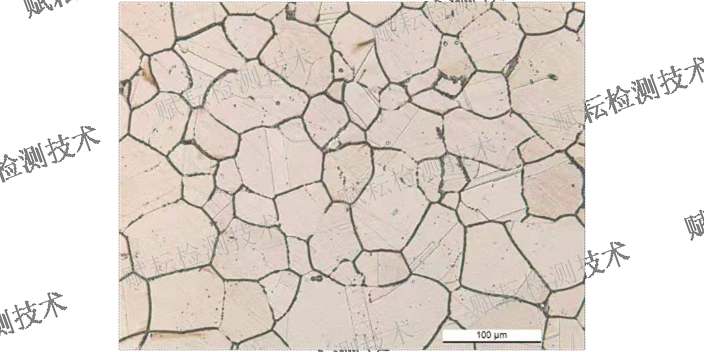
纵向取样是指沿着锻轧方向切开样品,可以用来检测非金属夹杂物的变形程度,晶粒畸变程度,塑性变形程度,变型后的各种组织形貌,热处理的情况等等。
横向取样是指垂直于锻轧方向切开样品,可以用来检测从表面到中心的组织形貌,晶粒度级别,碳化物网,表层缺陷深度,氧化层深度,脱碳层深度,腐蚀层深度,表面化学热处理及镀层尺寸等等。切割方向的要求可以通过切割机的进刀方向和样品夹持方向来实现。
切割时尽量保持材料的原有特性:金相制样的要求不仅要从观测方便的角度出发,还要从观测的目的出发。
以涂镀层观测为例,如果从基体向涂镀层切割,切割过程会对涂层与基体的结合部产生一定的撕扯应力,导致结合部变形,影响观测。
以软质或者脆性材料为例,如果切割过程导致的撕裂应力比较强烈,可能会导致基体形态发生形变,影响观测。切割过程导致组织变形是很难避免的,可以通过对进刀速度和进刀方向的控制,以及有效的冷却来尽量减少变形。 金相切割机的冷却系统。
切割参数设定-切割速度:依据试样的材质、硬度以及切割片的类型等因素合理设定切割速度。一般来说,对于硬度较低的金属材料,切割速度可以适当快一些,但对于高硬度的合金钢、淬火钢等材料,速度则要放慢,以防切割片磨损过快、试样崩边或者出现过热现象。如果切割速度过快,切割片受力过大,容易产生破裂危险,同时也会使试样切割面粗糙度增加,影响后续制样效果。-进刀量:控制好进刀量,也就是切割片每次切入试样的深度。进刀量过大同样会导致切割片负担过重、试样容易崩裂以及切割面质量差等问题;进刀量过小则会使切割效率低下。要根据试样尺寸、材质以及切割片直径等综合确定合适的进刀量,例如切割较小尺寸且较软的金属试样时,进刀量可相对小一些,采取多次缓慢进刀的方式完成切割。长时间连续工作时需注意散热,避免电机过热影响使用寿命;创新金相切割机功能
切割过程中需根据材料硬度选择合适的砂轮片,以延长耗材使用寿命;国产金相切割机焊接
功能特点
切割精度高:赋耘金相切割机配备精密的进刀和定位系统,能够精确控制切割的尺寸,确保切割下来的金相试样符合后续研磨、抛光以及金相观察等操作的尺寸规格要求,误差可控制在极小范围内。
切割效率高:依靠强劲的电机动力以及合适的切割片,对于不同尺寸和材质的样品都能快速完成切割工作,节省大量时间成本,尤其是在批量进行金相试样制备时,效率优势更为明显。
安全性能好:具备完善的防护装置,比如透明的防护罩,能有效阻挡切割过程中飞溅出的碎屑,防止对操作人员造成伤害;同时还设有紧急制动按钮,一旦出现异常情况,可立即停止切割操作,保障人机安全。 国产金相切割机焊接
FQG-6A-L型双手摇金相切割机:切割截面为Φ120mm,金相切割片规格为Φ350××32mm,电源为三相四线.-MDCW金刚石切割片:外径有φ100、φ125、φ150、φ175、φ200mm等,内径为φ12.7、φ32,厚度有0.3、0.4、0.5、0.7、1、1.2、1.5mm,粒度为120-400,材质为金刚石烧结,适用于非金属矿物质、玻璃、陶瓷等.全自动金相试样切割机:机台有台式和立式可选,主轴转速达2300转每分钟,切割片上下移动范围是0-50毫米,工作台前后移动范围是0-320毫米.赋耘金相切割机的历史切割数据能否生成工艺优化建议报告?浙江赋耘金相切割机操作说明 金相...
- 标乐金相切割机诚信合作 2025-12-18
- 什么金相切割机销售电话 2025-12-18
- 通常金相切割机运输价 2025-12-17
- 质量金相切割机报价表 2025-12-17
- 新款金相切割机推荐 2025-12-16
- 江苏标乐金相切割机厂家直销 2025-12-16
- 有哪些金相切割机品牌 2025-12-16
- 便宜的金相切割机联系方式 2025-12-16
- 江苏斯特尔金相切割机操作说明 2025-12-16
- 质量金相切割机技术指导 2025-12-16


- 赋耘金相切割机卖价 2025-12-13
- 什么是金相切割机专卖 2025-12-13
- 金相制样金相切割机厂家报价 2025-12-13
- 什么是金相切割机推荐货源 2025-12-13
- 新款金相切割机欢迎选购 2025-12-12
- 新款金相切割机厂家现货 2025-12-11




- 常规低倍腐蚀卖价 03-22
- 全自动低倍腐蚀厂家直销 03-22
- 特点低倍腐蚀操作说明 03-22
- 国内腐蚀仪代理加盟 03-22
- 包埋低倍腐蚀批发厂家 03-22
- 标乐低倍腐蚀使用方法 03-21
- 通常硬度计哪家便宜 03-21
- 什么是镶嵌树脂特价 03-21
- 附近哪里有抛光液成交价 03-21
- 标准抛光液使用方法 03-21