- 品牌
- 赋耘,古莎,标乐,法国LAMPlAM
- 型号
- DISC
- 类型
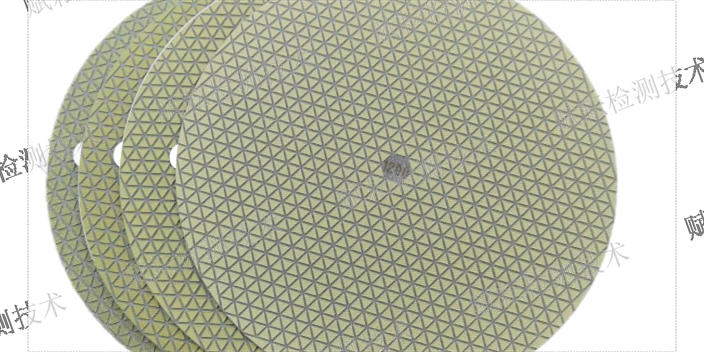
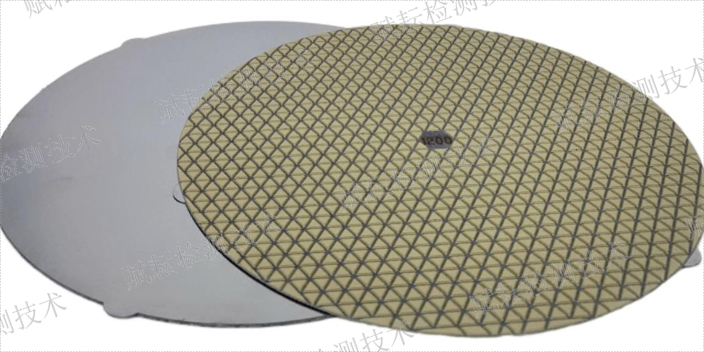
- 金刚石研磨盘
- 材质
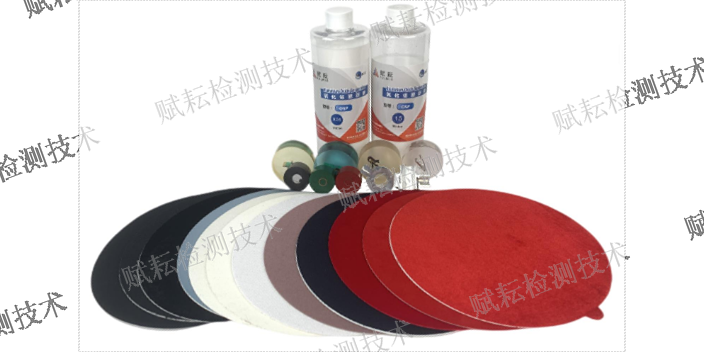
- 聚晶金刚石,金刚石
- 适用行业
- 耐火材料加工,混凝土加工,石材加工
- 结合剂
- 金属,合金,树脂
- 生产工艺
- 烧结,电镀
- 产地
- 上海
- 厂家
- 赋耘
某科研机构开发的原子力显微镜(AFM)探针磨盘,采用纳米金刚石颗粒与环氧树脂复合结构。通过控制磨削深度至亚纳米级,成功制备出曲率半径小于5nm的超尖锐探针。该技术使AFM成像分辨率提升30%,可清晰观测石墨烯的原子级结构,为纳米材料研究提供关键工具。在光学元件制造中,非球面透镜的超精密磨削成为可能。某光学企业使用粒径100nm的金刚石磨盘,配合液静压主轴驱动系统,在单点金刚石车床上实现纳米级进给。实测数据显示,加工后的非球面透镜面形误差PV值达λ/50(λ=632.8nm),表面粗糙度Ra值小于0.1nm,满足极紫外(EUV)光刻机的光学需求。赋耘检测技术(上海)有限公司LamplanHerseusKulzer贺利氏古莎金相金刚石磨盘锋利和寿命怎么样?浙江树脂金刚石磨盘厂家直销
在玉石雕刻行业,一位玉雕大师正在创作一件精美的和田玉摆件。在初步雕刻出大致形状后,需要对玉石表面进行细致打磨,以展现出玉石温润细腻的质感和优美的色泽。大师选用了不同规格和粒度的金刚石磨盘,先是用小型的、粒度较粗(80 目左右)的手持式金刚石磨盘去除雕刻过程中留下的明显刀痕和棱角,然后逐步换上粒度更细(200 目、500 目、1000 目等)的磨盘,小心翼翼地对每一处细节进行打磨抛光。经过精心打磨后,这件和田玉摆件表面光滑如脂,内部的玉质纹理清晰可见,在灯光下折射出迷人的光泽,很大提升了作品的艺术价值,在玉雕展览中获得了极高的赞誉。福建进口贺利氏古莎金刚石磨盘寿命怎么样赋耘检测技术(上海)有限公司目前国产金刚石磨盘有哪家?
金刚石磨块:这是金刚石磨盘的中心工作部件,直接参与对工件的研磨操作。金刚石磨块是由金刚石颗粒与结合剂经过特殊工艺混合压制而成。金刚石颗粒作为磨块中起磨削作用的关键成分,其粒度大小对研磨效果有着明显影响。粒度较粗的金刚石颗粒,磨削力强,去除材料的速度快,适用于对工件进行粗加工,能够快速去除大量的余量;而粒度较细的金刚石颗粒,则能实现更精细的磨削,加工后的工件表面粗糙度更低,常用于对表面质量要求较高的精加工工序。结合剂的作用是将金刚石颗粒牢固地粘结在一起,并使其能够固定在盘体上,不同类型的结合剂会赋予磨块不同的性能特点。树脂结合剂制成的磨块,具有自锐性好、磨削效率高、加工表面质量好的优点,常用于对精度和表面光洁度要求较高的精密研磨;
在琳琅满目的金刚石磨盘市场中,赋耘金刚石磨盘以其独特优势脱颖而出。它传承先进工艺,创新设计理念,致力于为各行业提供高效的磨削方案。赋耘金刚石磨盘精选品质金刚石微粉,配合自研的高性能结合剂,使得磨粒在磨削过程中持久锋利且不易脱落。这种精妙的配比,赋予了磨盘超高的磨削效率和出色的耐磨性。在模具制造领域,面对复杂形状的模具钢,赋耘磨盘能稳定切削,还原设计细节,助力模具达到高精度标准;在半导体加工中,其精细的磨削表现可确保硅片表面平整光滑,满足芯片制造的严苛要求。凭借稳定的性能和可靠的品质,赋耘金刚石磨盘赢得了众多用户的信赖,成为推动行业发展的重要力量。金刚石磨盘与其他磨具的竞争与合作关系?

在新能源汽车领域,金刚石磨盘正用于电池电极的精密加工。某电池制造商采用定制化磨盘对锂钴氧正极材料进行表面处理,通过控制磨削深度至5μm以内,使电极涂层附着力提升约25%。这种工艺优化间接延长了电池循环寿命,实验室数据显示容量保持率在500次充放电后仍达89%。半导体封装环节的引线框架加工对磨盘提出新要求。某设备厂商开发的微型磨盘,直径才3mm,采用树脂结合剂与金刚石微粉复合结构。配合五轴联动精密磨床,可在0.1mm厚的铜合金片上加工出精度±10μm的引脚槽,满足高密度封装需求。航空航天领域的复合材料加工同样依赖金刚石磨盘的特殊设计。某飞机部件制造商采用CBN与金刚石混合磨料的磨盘,对碳纤维增强树脂基复合材料进行高效磨削。通过优化结合剂配方,使磨削力降低约20%,同时保持切割面无分层缺陷,符合航空材料检测标准。赋耘检测技术(上海)有限公司金刚石磨盘能做抛光用吗?浙江树脂金刚石磨盘厂家直销
不同结合剂的金刚石磨盘性能对比?浙江树脂金刚石磨盘厂家直销
金刚石磨盘,作为研磨领域的 “明星产品”,由盘体与金刚石磨块构成,其中金刚石通过焊接或者镶嵌的方式固定在盘体之上 ,在研磨机高速旋转的驱动下,对各类工作面展开平整打磨作业。凭借金刚石磨料硬度高、抗压强度高、耐磨性好的特性,使其成为磨削硬脆材料及硬质合金的优先。在效率上,相较于普通磨具,它能大幅缩短加工时间,提高生产进度;精度方面,可实现对工件的精细加工,满足高精度的工艺要求;磨具自身消耗少,意味着使用周期长,降低了频繁更换磨具带来的成本损耗;在粗糙度上,加工后的工件表面光滑细腻,无需再进行复杂的后续处理;而且使用金刚石磨盘,还能在一定程度上改善劳动条件,减少粉尘污染与工人的劳动强度。 浙江树脂金刚石磨盘厂家直销

生产光学镜片的企业,对于镜片的精度和表面质量有着极为严苛的要求。在镜片的研磨工序中,之前使用的磨具在加工过程中容易出现划痕,导致镜片合格率较低。后来改用金刚石磨盘,选用了专门用于光学玻璃加工的青铜结合剂金刚石磨盘,磨盘粒度为 80 目至 150 目。在研磨一款用于相机镜头的凸透镜时,金刚石磨盘凭借其良好的切削性能和平整度,精细对镜片进行研磨,将镜片的曲率精度控制在极小的公差范围内,同时表面粗糙度也能稳定保持在 Ra0.1 微米以内,使得镜片的光学性能大幅提升,产品合格率从原来的 70%左右提高到了 90%以上,满足了市场对品质光学镜片的需求。赋耘检测技术(上海)有限公司金刚石磨盘都用在哪些材料...
- 国内金刚石磨盘市场价格 2026-04-29
- 标乐金刚石磨盘哪里买 2026-04-28
- 本地附近金刚石磨盘什么品牌性价比高 2026-04-27
- 斯特尔金刚石磨盘操作说明 2026-04-27
- 标准金刚石磨盘多少钱 2026-04-27
- 国内金刚石磨盘一般多少钱 2026-04-27
- 金刚石磨盘操作说明 2026-04-26
- 进口金刚石磨盘多少钱 2026-04-26
- 靠谱的金刚石磨盘常见问题 2026-04-26
- 特殊金刚石磨盘牌子 2026-04-26


- 现代金刚石磨盘使用方法 2026-04-25
- 常见金刚石磨盘多少钱 2026-04-25
- 现代金刚石磨盘代理加盟 2026-04-25
- 常规金刚石磨盘推荐 2026-04-25
- 绿色金刚石磨盘技术指导 2026-04-25
- 有哪些金刚石磨盘常用知识 2026-04-25





- 内蒙古氧化铝抛光液大概多少钱 05-02
- 天津新款金刚石磨盘怎么选择 05-02
- 安徽带背胶醋酸抛光液配合什么抛光布 05-02
- 北京铝合金抛光液配合什么抛光布 05-02
- 河南带背胶真丝绒抛光液哪家性价比高 05-02
- 山西带背胶醋酸金相砂纸材质有哪些 05-01
- 安徽带背胶阻尼布金相砂纸大概多少钱 05-01
- 重庆赋耘国产金相砂纸直径有哪些 05-01
- 不锈钢金相砂纸大概多少钱 05-01
- 重庆带背胶真丝绸金相砂纸品牌排行榜 05-01