- 品牌
- HYDRA,上海海塔,海特尔
- 型号
- 齐全
- 产地
- 上海
- 是否定制
- 否
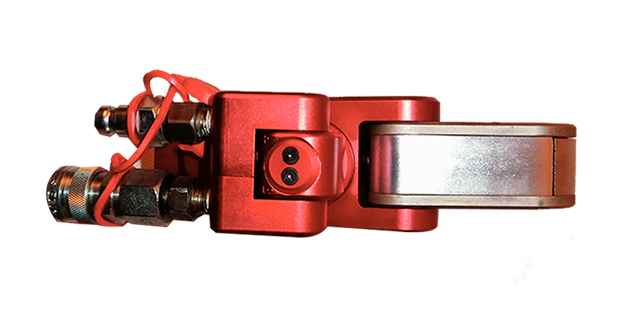
液压扭矩扳手是由本体、电动液压泵、双联高压油管、套筒组成。液压泵启动后通过马达产生压力,将内部的液压油通过油管介质传送到液压扭矩扳手,然后推动液压扭矩扳手的活塞杆,由活塞杆带动扳手前部的棘轮使棘轮能带动驱动轴来完成螺栓的预紧拆松工作。液压扭矩扳手泵可以是电动或者气动两种驱动方式。液压扭矩扳手本体液压扭矩扳手的本体主要由三部分组成,本体(也叫壳体),油缸和传动部件。油缸输出力,油缸活塞杆与传动部分组成运动副,油缸中心到传动部件中心距离是液压扳手放大力臂,油缸出力乘以力臂,就是液压扳手理论输出扭矩。动力单元液压扳手泵是液压扳手的动力单元.。液压扳手泵属于高压泵,工作压力一般为70MPa,常见的有电动液压泵和气动液压泵。液压扳手泵由马达(电机或气马达)、泵、管路、电气控制等组成;泵常见的有二级泵和三级泵,一般的二级泵是低压齿轮泵和高压柱塞泵。齿轮泵为柱塞泵提供带压液压油,齿轮泵和柱塞泵的换压力为7-10MPa。三级泵的结构多样,典型的采用全部为柱塞泵的结构,低压4根大直径柱塞,中压2根小直径柱塞,高压2根小直径柱塞。也有三级泵采用一级泵为齿轮泵,二级、三级泵为柱塞泵配置手动与线控两种开关操作控制,可根据现场工况选择方便的控制方法。上海驱动式液压扳手产品介绍

液压扳手的粗齿和细齿是指棘轮棘爪来分的,棘轮棘爪单齿啮合的叫粗齿,多齿啮合的叫细齿。两种结构,各有优劣。只有了解其优缺点,结合实际正确选择结构类型,才能提高工作效率和扳手的使用寿命。为大家整理了一些液压扳手粗细齿结构的优缺点以供大家参考。粗齿结构:优点:1、粗齿液压扳手采用的是大棘齿,单个齿的承载能力大,在材质及热处理达到设计标准的前提下不易断裂,棘轮与棘爪的使用寿命较长。2、扳手一般带有反力制子,可防止回程时螺母反转;每一行程都有清脆的叮当声,便于操作者凭声音就可操作;单齿啮合结构在设计时就已经做了满负荷强度设计,崩齿的现象会比较少。缺点:扳手工作时偶尔会发生卡死现象,一旦卡死很难从螺母上拆下,精度也较差。细齿结构:优点:1、强度高:细齿液压扳手棘轮棘爪结合面大,精度高;2、精度高:扭矩精度是由设定压力的**后一个行程确定的,细齿结构后一个行程根据扭转角度可以过三齿,也能只过两齿,一齿,来接近设定输出扭矩,而粗齿后一个行程要么过一齿,要么不能过,未过的话实际扭矩并未达到设定扭矩;3、速度快。缺点:1、承载力小:细齿液压扳手采用的是小棘齿设计,单个齿的承载能力比粗齿扳手要小。驱动式液压扳手出厂价特点为连续工作不发热,集成式设计,清洗、操作极其方便。

通过螺母转角控制预紧力根据需要的预紧力计算出螺母转角拧紧时量出螺母转角就可以达到控制预紧力的目的。测量螺母转角**简单的方法是刻一条零线,按鲁母转过几方的数量来测量螺母角,螺母转角的测量精度可控制在10°-15°内。3、通过螺栓伸长量控制预紧力由于螺栓的伸长量只和螺栓的应力有关,可以排除摩擦系数、接触变形、被连接件变形等可变因素的影响。所以,通过通过螺栓伸长量控制预紧力可以获得很高的精度,此种方法被广泛应用于重要场合螺栓连接的预紧力控制。4、通过液压拉伸器控制预紧力使用液压拉伸器给螺栓施加拉紧力,使螺栓伸长,然后旋合螺母,待卸下载荷,由于螺栓收缩就可在连接中产生和拉力相等的预紧力。此种方法可以提高预紧力的控制精度。液压拉伸器给螺栓施加预紧力时没有摩擦力,故该方法适用于任何尺寸的螺栓,而且可以给一组螺栓同时施加预紧力,均匀压紧螺母和垫片,不致出现倾斜而影响预紧力的精确控制。5、利用转角控制预紧力利用拧紧力矩与转角的关系控制预紧力就是给螺栓施以一定的力矩,然后使螺母转过一定的角度,检查**后的力矩与转角是否满足应有关系,以避免预紧不足或预紧过度。End来源:直观学机械整理。
基础条件由于液压扳手涉及到**度材料及高液压压力(目前液压扳手的主流压力为70MPa)两方面的要求,因而在一些基础条件的要求上整体来说还是十分高。目前国内产品对比国外同类产品在重量,外型,寿命,功能等方面还是存在一些差距。从制造来说,虽然国内不乏一些高质量的CNC,但是缺乏一些管理与技术方面的积累,目前制造出的部件,还存在质量不稳定的因素。同时对于**度材料,高压液压密封圈,高压接头等相关基础物料还依赖进口。~~重型套筒 适用于驱动轴式液压扳手。

液压件装配过程中应注意的几个问题:1、检查配合面及接头螺纹是否清洁,用无毛纸或绸料等物擦拭配合面及接头螺纹,直至达到要求为止。2、在连接面处不允许有电泳漆,电泳漆的存在会影响装配质量和液压元件的密封性。3、避免在装配过程中对液压元件的磕碰划伤,结合面处的防护帽在装配时方可取下,不允许提前去除。4、放置o形圈时,应擦干净手,用手将o形圈放入o形槽内,压平。不允许戴手套放置o形圈,不允许抹润滑脂。装完后还应仔细检查o形圈与法兰槽的配合情况,配合不合适的应放在一旁,不予装配。因为,如果o形圈放置的位置不合适,在紧固过程中就会造成o形圈变形甚至损坏,使配合面出现压紧力不均匀,丧失密封性能,出现漏油现象,应该说这点以前做的不是很好。不允许抹润滑脂是为了避免污染液压油,防止液压油变质。5、拧紧接头体时,必须手动将接头拧到底,再用相应规格的扭力扳手拧紧到规定转矩。但就笔者的观察,好多工人图方便快捷,直接用气动冲击扳手拧紧,这是应该避免的。6、装配软管时,要求软管接头与油口连接后不会由于装配、使用等因素在软管上产生扭曲或转矩,因此正确的安装顺序是:先拧紧胶管的弯头端,后拧紧直端;带铰接头的胶管应先拧紧铰接头端。采用铝钛合金材料,一体成型,韧性高重量轻。驱动液压扳手图片
包容设计适用于工作环境较差的枕轨生产线。上海驱动式液压扳手产品介绍
液压扳手是常规的液压扭矩扳手套件,一般是由液压扭矩扳手本体、液压扭矩扳手**泵站以及双联高压软管和**度重型套筒组成。广泛应用于管道等行业的施工,检修,抢修等工作中。由于其使用的频繁性,如何延长使用寿命,是摆在每个使用者面前的一大问题。接下来就给大家介绍一下这方面的知识。方法:1、不得使用没有经过专业培训的人员单独操作液压扭矩扳手‚操作者必须认真阅读和理解操作手册‚对液压扭矩扳手的积淀原理‚对液压扭矩扳手的安装、调试、试机、操作、保养和维护要有深入了解‚并经过操作培训‚经过专门考核‚确认其能力可否能胜任此工作‚方可操作。2、控制好系统的油温:系统允许的比较低油温为25℃。比较好的工作温度为35℃-45℃‚超过45℃对系统是不利的。若超过规定值应对系统进行检查‚及时排查。3、液压油的选择:液压油的质量和洁净度以及工作粘度决定了液压扭矩扳手液压系统工作的可靠性‚以及液压扭矩扳手的效率、寿命、经济性。所以必须采用抗磨液压油‚要求液压油的密度是‚闪点255℃,流点-9℃‚粘度68CM2/S(40℃)、(100℃)‚粘度指数102。上海驱动式液压扳手产品介绍
上海海塔机械制造有限公司位于武宁路955弄1号楼2406-2407室,交通便利,环境优美,是一家生产型企业。上海海塔机械是一家有限责任公司企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司始终坚持客户需求优先的原则,致力于提供高质量的液压扳手,千斤顶,拉马,拉伸器。上海海塔机械以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。

5)检查超高压软管有无折弯等损伤;连接时先理顺软管不得纠结,插头插座擦干净无污物,将快装接头插到底,确保连接可靠,并用手将螺纹套锁紧,否则快装接头内单向阀未顶开无法正常供油。操作程序:1)线控开关按钮功能:按下(RUN)按钮,油缸推进;松开按钮,油缸自动复位。按下(STOP)按钮,油泵停止。2)液压泵起动前,先打开(旋松)压力调节阀,再打开电源(ON),检查液压泵运转是否正常;然后点动线控按钮数次,运转数分钟,将压力调节到所需预设压力值。额定压力为70Mpa。3)调节压力时,应按住线控按钮,当听到扳手“啪”一声,快速释放杆跳下,扳手到位停止转动,压力表从0急速上升,另一只手缓慢向上调节压力调节...
- 驱动液压扳手按需定制 2025-04-27
- 上海中空液压扳手按需定制 2025-04-27
- 液压扳手价格 2025-04-27
- 德国液压扳手维修价格 2025-04-27
- 上海中空液压扳手批量定制 2025-04-27
- 上海驱动式液压扳手哪里买 2025-04-27
- 德国驱动式液压扳手按需定制 2025-04-27
- 德国全自动液压扳手维修价格 2025-04-27
- 上海大功率驱动式液压扳手厂家直销 2025-04-26
- 上海电动液压扳手定制 2025-04-26

- 中空式液压扳手**知识 2025-04-26
- 上海定扭矩液压扳手联系方式 2025-04-26
- 手动液压扳手联系方式 2025-04-26
- 液压扳手**知识 2025-04-26
- 上海液压扳手定制 2025-04-26
- 上海中空液压扳手产品介绍 2025-04-25





- 德国数显式力矩扳手批发价 05-05
- 海塔机具多功能力矩扳手 05-05
- 德国开口式力矩扳手产品介绍 05-05
- 德国负载回位液压螺栓拉伸器厂家直销 05-05
- HYDRA可换头力矩扳手 05-05
- 上海多功能力矩扳手批发价 05-05
- 耦合器液压拉马供应商 05-05
- 上海驱动式力矩扳手联系方式 05-05
- 可换头力矩扳手商家 05-05
- 蛇形爪液压拉马商家 05-05