- 品牌
- 源桐合金电极
- 型号
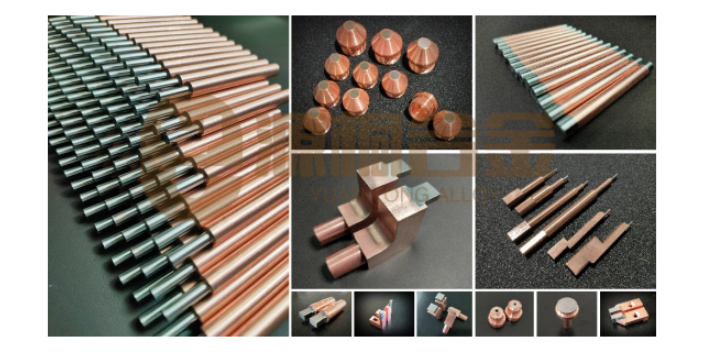
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极的应用:随着航空航天、电子、汽车、家用电器等工业的发展,电阻焊越来越受到人们的重视。同时对电阻焊的质量提出了更高的要求。可喜的是,我国微电子技术的发展和大功率晶闸管、整流器的研制,为电阻焊技术的提高提供了条件。我国已生产出性能优良的二次整流焊机。集成电路和微型计算机组成的控制箱,已在新焊机的配套和旧焊机的改造中得到应用。恒流、动态电阻、热膨胀等先进的闭环监控技术开始在生产中推广应用。些都将有助于提高电阻焊的质量,拓展其应用领域。电阻焊电极焊头用什么材料?广州辅助电阻焊电极设计

电阻点焊是一种被广泛应用的连接技术,焊接过程是在一定压力下,大量电流流过电极之间的工件,因接触电阻和焦耳热在工件中形成熔池,熔池经冷却凝固工件即被连接起来,其焊接过程相当复杂,涉及电、热、机械和冶金现象的相互作用。焊接过程中电极头在持续承受焊接压力的作用下,要经历熔池的形成与冷却,强焊接工艺条件下熔池还易发生飞溅,均会对电极头端面尺寸、形状及表面质量造成影响,使电极头端面加速磨损的同时其端面尺寸及形状也不再满足标准要求,影响后面焊接质量,因此要依据焊接材料及焊接工艺制定合理的电极头修磨制度。广州合金电阻焊电极电阻焊焊接三要素有焊接电流,焊接压力和焊接时长这三大要素。

电阻焊电极你选对了么?很多使用电阻焊的朋友们,在选择电极头的时候,往往认为只要是铜的,导电的,硬的就可以了,其他都不是问题。 其实这是很大的误区,就像你开着宝马,却要加柴油一个道理,这电极头不光是焊接导体,还是焊点的着重配件,也是维护焊机的一个重要易损件。 我们经常能遇到一些不负责任的焊头加工商,他们只管卖,却不告知焊头的重要性以及日常维护,导致焊接产品的焊点严重不良,误导客户胡乱选择焊头的原材料,往往给自己的产品增加不必要的负面值。
点焊电极设计原理点焊电极使用寿命长,不粘电极的关键技术在于:电极材料的选择,点焊头的形状,电极杆部的形状。在设计电极之前,有三个关键要素设计人员需要非常清楚:A)工件的形状B)工件的镀层类型C)工件焊接的几何图谱(焊接工艺路线)工件材料的选择。大部分的点焊都是把一种金属焊在另一种不同的金属上。这种应用需要用两种不同的电极材料。另外一个难题就是工件由不同的材料组成。比如,有很多轴向电子元器件的引脚是钢的芯,外层包覆铜层,铜层外面镀锡。大多数的情况下,工件的材料决定了电极材料的选择。低电导(高电阻)的金属如铍铜,铂,镍,钢,需要用高电导的铜合金电极材料。高电导的电极,会让热量留在工件-工件的接触面上,而不是让热量产生在电极头上。高电导的金属如铜,某些铜合金,银,需要用低电导的电极材料比如钨铜,钨,钼。电极头产生高热,高热传导到工件-工件接触面。 电阻焊电极的实际应用有哪些?

电阻焊电极三要素:(一)、焊接电流 焊接电流在阻焊过程中是个必须严格控制的参数它直接影响到熔核尺寸和接头的抗剪强度,因此电流的稳定是保证焊接质量的重要因素。过小,焊接区热量不够严重影响焊点强度。过大,焊接区易变形,表面变黑易有喷溅,产生气泡。电阻焊机可采用恒流和恒压两种电流精度补偿方式,以有效地克服网压波动和次级回路阻抗变化对电流的影响。(二)、加压力 加压力有两作用,一为夹紧定位功能,让工件稳固不晃动以便精确定位焊接,二让电流均匀从电极传导工件。对焊机中还有一种为顶锻压力即锻压力,使原子间结合,对接牢固。电阻焊电极的规模有哪些?深圳导电的电阻焊电极规格
电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合。广州辅助电阻焊电极设计
各种电极用铜合金特点目前常用的电极用铜合金主要有镉铜 、铬铜 、锆铜 、铬锆铜、铬铝镁铜、镍硅铜 、铍钴铜 、铍铜 。有关电阻焊的电极材料的国内外标准较多 , 如 JB 4281 -1986 , HB/ T 5420 -1989 和 JB/ T 7598 -1994 等,标准中对材料进行了分类 , 规定了化学成分 、物理和力学性能要求。但是 ,电极材料的选用需要兼顾它的多方面性能 ,即要根据被焊材料、结构及电阻焊方法综合考虑。例如 :在焊接不锈钢或其他高温合金时 ,由于需要施加较大的焊接力 ,所以在选择电极材料时应重点考虑它的高温强度和硬度及耐磨性,适当降低对电导率和热导率的要求 ;而在点焊铝合金类高电导率和热导率材料时, 选用电极材料就应重点考虑它的电导率和热导率, 适当降低对材料高温强度和硬度的要求 ,并减少电极与焊件的粘连等。广州辅助电阻焊电极设计
源桐合金制品(深圳)有限公司公司是一家专门从事电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产品的生产和销售,是一家生产型企业,公司成立于2006-05-25,位于航城街道九围社区九围第三工业区5号A1栋厂房3层。多年来为国内各行业用户提供各种产品支持。源桐合金电极目前推出了电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力五金、工具发展。源桐合金制品(深圳)有限公司研发团队不断紧跟电阻焊电极,镶嵌电极,镶钨电极,钨铜触头行业发展趋势,研发与改进新的产品,从而保证公司在新技术研发方面不断提升,确保公司产品符合行业标准和要求。电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产品满足客户多方面的使用要求,让客户买的放心,用的称心,产品定位以经济实用为重心,公司真诚期待与您合作,相信有了您的支持我们会以昂扬的姿态不断前进、进步。

正确使用和轮换电阻焊电极电极电极放置与保持:确保电极放置正确,保持电极之间的平面在同一平面内,防止极拘等现象。轮换频率:对使用频率高的电极,应采取轮换制度,让电极有时间降温和休息,从而延长使用寿命。4.定期维护与保养清洗与研磨:定期对电极进行清洗和研磨,去除表面的氧化物和污垢,保持电极表面光洁。存放管理:电极存放时应保持干燥和清洁,避免受潮和腐蚀。5.改进焊接工艺减少重复操作:了解焊接要求,优化焊接流程,减少不必要的重复操作。提高操作技能:加强对操作人员的培训和教育,提高其操作技能和质量意识,减少因操作不当导致的电极损坏。6.监控与评估定期检查:定期对电极进行检查,包括磨损情况、几何形状变化、...
- 广东发展电阻焊电极厂家 2024-12-28
- 广东节能电阻焊电极销售价格 2024-12-28
- 实用电阻焊电极收购价 2024-12-28
- 优势电阻焊电极工厂直销 2024-12-27
- 广东点焊电阻焊电极有哪些 2024-12-27
- 广东附近哪里有电阻焊电极推荐 2024-12-27
- 广东比较好的电阻焊电极使用方法 2024-12-27
- 广东哪里有电阻焊电极维修价格 2024-12-27
- 广东定做电阻焊电极厂家 2024-12-27
- 哪里有电阻焊电极打磨 2024-12-26



- 广东导电的电阻焊电极冲压 2024-12-25
- 广东特色电阻焊电极定做价格 2024-12-25
- 广东有哪些电阻焊电极哪里买 2024-12-25
- 广东哪里有电阻焊电极用途 2024-12-24
- 比较好的电阻焊电极故障维修 2024-12-24
- 广东新款电阻焊电极价格 2024-12-24




- 钨铜触头生产企业 12-28
- 广东优势钨铜触头厂家现货 12-28
- 实用电阻焊电极收购价 12-28
- 好的钨铜触头价格 12-28
- 优势电阻焊电极工厂直销 12-27
- 广东点焊电阻焊电极有哪些 12-27
- 广东附近哪里有电阻焊电极推荐 12-27
- 东莞导电的镶钨电极生产 12-27
- 广东比较好的电阻焊电极使用方法 12-27
- 广东哪里有电阻焊电极维修价格 12-27