- 品牌
- crocs
- 型号
- YU-2022082405
- 类型
- 压痕模
- 加工定制
- 否
- 产品名称
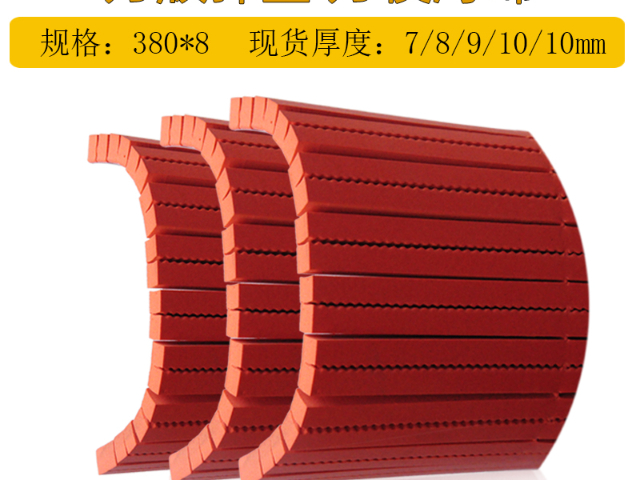
- 压痕条
- 用途
- 折线压痕
- 外形尺寸
- 700
- 厂家
- 深圳市深华印刷器材科技有限公司
- 规格
- 0.5x1.4/1.6
压痕条在微型包装精密压痕中的应用:微型电子元件包装盒的压痕精度需达±0.02mm,这对压痕条提出极高要求。采用纳米级加工技术制造的微型压痕条,可在0.3mm宽的折线区域形成均匀压痕。例如,某芯片包装盒的折叠误差需小于0.1°,定制压痕条通过超精密切削实现这一目标。在医疗无菌包装领域,压痕条需兼具精度与洁净度。表面镀陶瓷涂层的压痕条可抑制细菌附着,同时通过静电消除设计避免微粒吸附。该方案已通过ISO13485医疗器械包装认证。针对超薄材料(如0.1mm厚铝箔纸),压痕条采用负压吸附技术固定材料,配合微米级压痕头完成无痕折叠,确保包装外观完美无瑕。 导致压痕线条移位的因素有哪些。河南品牌压痕条常见问题
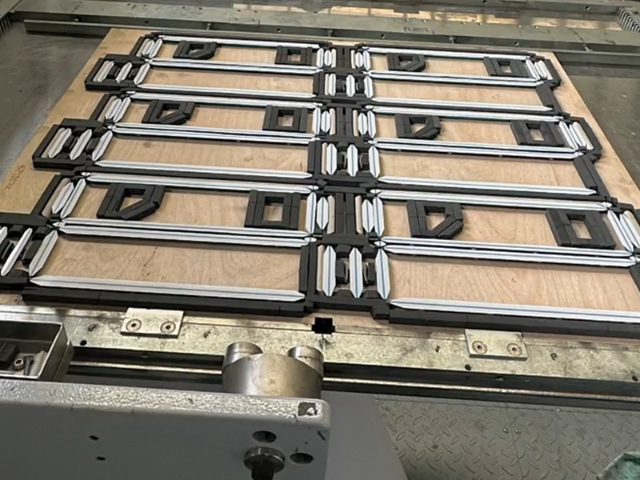
为什么要用压痕线?随着包装市场需要的扩大,国内众多印刷公司开始重点转为包装。但始终打不到客户对包装盒成型的要求,主要集中在包装盒成型不好,其中一个很重要的因素。就是模切板的压线与底板配合不当,很多公司基本沿用几十年的做法,随手找些灰底白卡纸开槽应付了事,开始几十张还过得去,但随后出现压痕线粗细不均,深浅不一。以现代包装要求很不配套。优点:解除模切底板制作的要求。使工作更为简单易操作。节省时间。采用经特殊处理的硬化复合胶片表面静电,防止模切过程中的不良静电。使用压痕条模切数量大幅提高,一般可达20-30万张的模切次数,而且压痕成型质量始终如一。注意事项:速装压痕条不要保存在高温,多湿环境中。在使用速装压痕条前,勿将其背后的不干胶纸揭开.在向底板转贴不牢,在模切过程中出现走位。甚至脱落现象。品牌压痕条怎么使用确保包装盒折叠严丝合缝,提升品牌形象。
纸张质量的原因:纸张的优劣直接就影响了药盒好不好,纸张优劣主要是看纸张的挺度,质量好的纸张挺度好,密度高,纤维长不容易变形。现在为了环保循环利用很多的厂家使用再造纸,这种纸的结构疏松、纤维短,张力低,这种纸在模切的时候容易出现“爆线爆色”起毛,起尘,纸张也容易变形。拼版方式不适合造成的影响:有时候我们会看到一个纸盒鼓起来了这样的纸盒很不美观我们一般会说它变形了。造成这样的纸盒是因为在压痕线的排列和纸张纤维方向不合适引起的纸盒的开口和纤维方向平行进的话开口的鼓起就会非常的明显。一般来说,纸盒的基本尺寸是由客户给定的,但除此之外,其它部位的尺寸都由印刷厂家根据纸张宽副、纸张厚度及自动包装机的具体情况等来确定。其中,重要的是各位置的高低线的尺寸设定,如果设定不当,可能会影响到纸盒的成型,出现插舌插不进、反锁扣扣不住的现象。这些问题如果是采用手工包装,可能影响不大,但如果是采用自动包装,那问题就大了。所以,在每块模切版制作时,必须要根据纸张的情况,认真设置好各位置的尺寸。
常见压痕模问题全自动卧式平压平模切机,其输纸及收纸原理与胶印机相似,其中的毛病在此不做剖析,上面只是对模切局部罕见的成绩停止剖析。压力不平均我们知道压痕是由折叠、挤压或折皱形成的线痕。压痕的整个工艺进程为:设计——打样——排版——装版——垫版——开机——整理——成品。在折叠纸盒的制造进程中,线痕是一个在纸板上有控制性的变形。压痕原理就是纸板在两个固定的外表两头(凹模和凸模)压板,纸张外部纤维结构遭毁坏,形成纸张部份分层,内部构成凹和凸的线痕。当压痕相连的纸板以九十度或一百八十度折起,这时纸张外部纤维键合(粘聚力)便完全别离。 怎样正确选用压痕条不但彩盒成型质量更好还能有效节约成本。
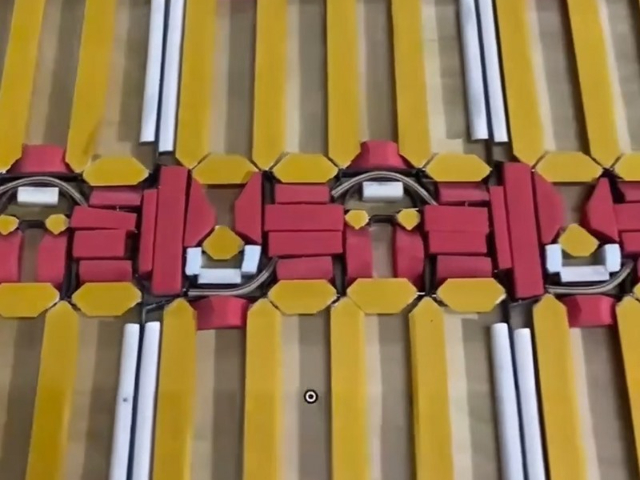
压痕条在复杂盒型结构中的适配性设计,采用3D激光雕刻技术,压痕条可精确复刻盒型折线轮廓,确保压痕位置与设计图纸完全匹配。例如,某品牌手机盒的U型折叠线需压痕条局部加厚1.2mm以实现深度补偿。在多层材料复合压痕中,压痕条通过分层压力控制避免穿透问题。例如,处理覆膜纸板时,压痕条采用阶梯式压力设计:上层轻压保护膜层,下层重压形成折痕。这种方案使覆膜破损率从8%降至0.5%。此外,压痕条的模块化设计支持快速更换。企业可通过组合不同规格的压痕条单元,灵活应对小批量多品种订单,减少换型时间达70%。
压痕条是模切版关键耗材,直接影响包装成品质量和生产效率。江西模切机用压痕条有哪些
通过预定槽深引导纸张折叠,确保包装盒直角成型精度。河南品牌压痕条常见问题
作为印刷后模切的重要材料,压痕线对纸箱进行压痕,型号有重要影响。为了获得完美的压痕,高质量的压痕线是必须的。不可缺少的帮手。但在现的市场上,有许多劣质的压痕线,以次充好。如果每个纸箱厂都选择了劣质的压痕线,很容易造成纸箱压痕。痕迹质量下降,生产效率下降,甚至导致客户退货。给予制造商造成巨大损失。因此,正确选择压痕线,识别压痕线的优缺点。帮助每一个制造商创造更大的收益。如何辨别产品质量,如何辨别产品质量,可以从以下几个方面找到:压痕槽的宽度和高度误差劣质压痕线多为小厂生产,这些小厂一般没有实验。室内进行产品研发和质量监控,产品生产不均匀,精度高。差异,误差很大。例如0.5x1.根据实验,5mm压痕线房间严格测试,劣质压痕线的压痕i宽度范围居然是1.6mm~1.8mm,实际测量值完全不在其标值1.5毫米范围内。品质好的同型号压痕线,压痕槽宽1.48mm~1.53mm,误差可以控在2%以内。另一个例子是压痕槽的高度和劣质压痕槽的高度实际测量值为0.52mm~0.55mm,误差为10%。高质量同型产品,压痕槽高度实测值在0.50mm~0.51mm之间,误差完全控在2%以内。可以看出,劣质压痕线的压痕槽误差大,容易产生一系列质量问题。 河南品牌压痕条常见问题
深圳市深华印刷器材科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的包装中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!


- 湖北品牌压痕条性价比 2026-05-17
- 四川让彩盒包装压痕线更美观压痕条订做价格 2026-05-17
- 江苏定制化压痕条厂家直销 2026-05-16
- 河北品牌压痕条批量定制 2026-05-16
- 广东模切机用压痕条厂家直销 2026-05-16
- 山西模切纸箱时用压痕条怎么用 2026-05-16
- 天津让彩盒包装压痕线更美观压痕条怎么用 2026-05-16
- 湖南品牌压痕条怎么使用 2026-05-15