食品行业应用:兼顾效率与卫生的 “洁净打包方案”;双马水平打包机在食品行业的应用中,实现了高效打包与卫生标准的双重满足。食品行业对设备卫生要求严苛,设备表面采用光滑无孔隙的不锈钢材质,易清洁消毒,避免细菌滋生;机头传动部件全封闭设计,防止油污泄漏污染食品包装。在饼干、罐头等成箱货物的打包中,设备能准确控制拉紧力,避免因力度过大压碎食品,同时 3.2 米 / 秒的送带速度提升打包效率,满足食品行业高周转需求。自动报警功能可及时提醒缺带或故障,减少因停机导致的食品受潮风险。某食品加工厂引入后,单班打包效率提升 25%,且通过了食品生产卫生认证,保障了产品质量安全。进口电器加持,水平打包机寿命延长 30%,减少设备替换成本;环保的水平打包机的选型

水平打包机完整工作流程解析;水平打包机的作业流程围绕货物稳固捆扎精心设计,全程实现自动化与准确控制。作业时,货物先被整齐堆放在栈板上,通过输送线传送或人工搬运至打包机下方指定位置。操作人员下达指令后,设备立即启动,带道支架与打包机头缓缓下降,将货物整体框入打包范围。当机头到达预设高度,便紧密贴近货物表面,伺服电机驱动打包带开始收紧,直至达到设定的拉力值。随后,机头启动摩擦焊接工艺,使打包带接头高温熔合,完成一道水平方向的捆扎。紧接着,设备自动调整位置,对下一道预设位置进行相同操作。待所有设定带子打包完成后,机架平稳上升至货物上端,整个流程结束,等待货物被输送至下一工序。这前列程环环相扣,确保每道捆扎都准确高效。 云南水平打包机服务商长期算总账,水平打包机低故障率,省年均维修费 80%;

化工行业应用:防爆与稳固并重的“安全打包利器”化工行业的货物(如桶装涂料、化工原料)具有重量大、部分易挥发的特点,对打包设备的安全性与稳固性要求极高。双马水平打包机针对化工场景优化设计:电气系统采用防爆配置,避免电火花引发安全隐患;机身采用防腐蚀材质,抵抗化工原料可能的泄漏腐蚀。在打包过程中,550公斤拉紧力确保桶装货物紧密固定,防止运输中倾倒泄漏;多道捆扎形成的整体结构则降低了碰撞风险。设备的故障自诊断功能能快速识别异常,减少停机时间,保障连续生产。某化工企业使用后,不仅运输事故率降为零,还因设备稳定运行减少了因包装问题导致的原料
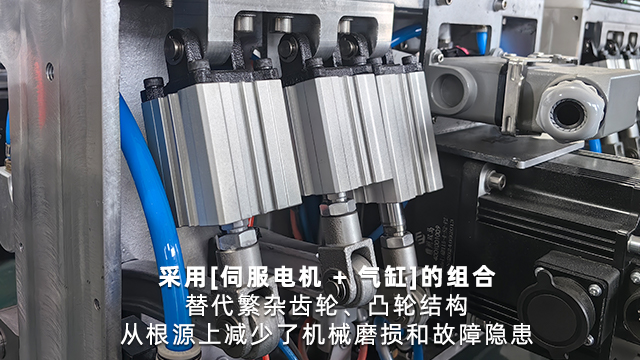
低故障率设计:减少停机损失的“可靠性保障”;双马水平打包机通过结构优化与品质控制,实现了低故障率设计,大幅减少了因设备故障导致的生产停机损失。设备摒弃传统复杂的齿轮、凸轮结构,采用“伺服电机+气缸”的极简传动,减少70%的易损部件,从根源降低机械磨损引发的故障;关键元件选用进口品牌,电气系统经防潮、防尘处理,适应工业恶劣环境。在日常维护中,设备的模块化设计让易损件更换简便,普通机修工10分钟即可完成;故障自诊断系统能快速定位问题,缩短排查时间。数据显示,双马设备的平均无故障运行时间(MTBF)达800小时以上,较传统设备提升50%,尤其在高频率作业场景中,明显提升了设备的有效作业时间。 框架自动避障,水平打包机运行更安全,防碰撞损伤设备;

适应不同栈板类型:提升场景兼容性的 “灵活设计”;双马水平打包机能适应木质、塑料、金属等不同类型的栈板,提升了场景兼容性,满足多样化包装需求。针对木质栈板缝隙较多的特点,设备带道设计可避开缝隙,确保带子收紧时受力均匀;塑料栈板表面光滑,设备通过优化机头压力调节,避免打包时栈板滑动;金属栈板硬度高,设备的切刀采用强度高材质,确保顺利切断带子。在实际应用中,设备无需更换部件即可在不同栈板间切换,只需在系统中选择对应栈板类型,自动调整参数。这种灵活性让企业无需为不同栈板单独配置设备,降低了设备投入成本,尤其适合多品类货物共存的仓库场景。记录打包数据,水平打包机助企业析效、排故障;广东水平打包机对比
顶层带子收拢货物,借自重压实下层,水平打包凝稳固整体;环保的水平打包机的选型
灵活适配场景:单机与自动化生产线的“全能选手”;双马水平打包机具备极强的场景适配性,既能单机作业,又能无缝融入自动化包装生产线,满足不同规模企业的需求。对于中小型企业或生产批次灵活的场景,单机模式操作简便,只需人工将货物送至打包位置,设备即可自动完成打包流程,无需复杂的配套设施。而在大型工厂的自动化生产线中,设备可通过标准化接口与AGV、输送线、码垛机器人等设备联动,实现“货物输送—定位—打包—转运”的全流程无人化。例如,在光伏组件生产线上,水平打包机可接收上游设备的信号,自动对接货物位置,完成打包后将信号反馈给下游输送系统,实现工序无缝衔接。这种灵活性让设备能随企业产能扩张或工艺升级而调整,提升了设备的复用价值。环保的水平打包机的选型