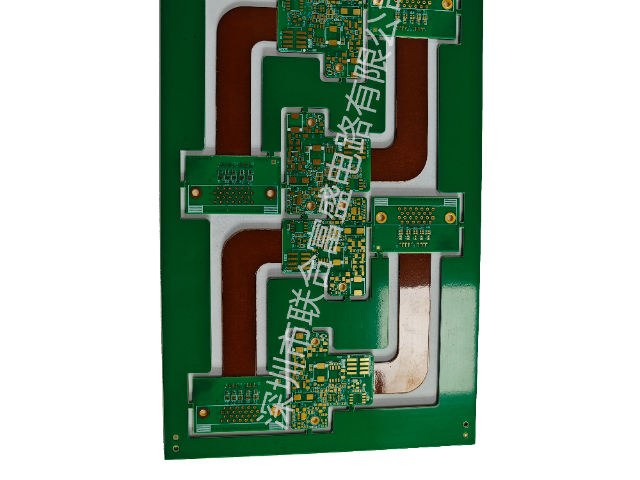
联合多层线路板的软硬结合板在光通信模块中用于连接光电芯片与电路板。光模块内部空间紧凑,需要在有限体积内集成激光器驱动芯片、跨阻放大器、时钟数据恢复电路等功能单元,软硬结合板通过三维布线提高空间利用率。高频信号路径采用阻抗控制的微带线或带状线结构,保证25Gbps以上数据速率的信号完整性。激光器芯片安装区域采用异型开窗设计,便于光路对准和耦合,同时通过补强板提供机械支撑。柔性区用于连接模块与外部主板,可适应不同安装方向的需求,简化系统装配工艺。在温循测试中,软硬结合板的光模块在-40℃至85℃温度循环500次后,光功率变化控制在±0.5dB以内,满足通信设备的可靠性要求。联合多层软硬结合板支持嵌入式元件设计,实现系统级高密度集成方案 。惠州八层软硬结合板流程
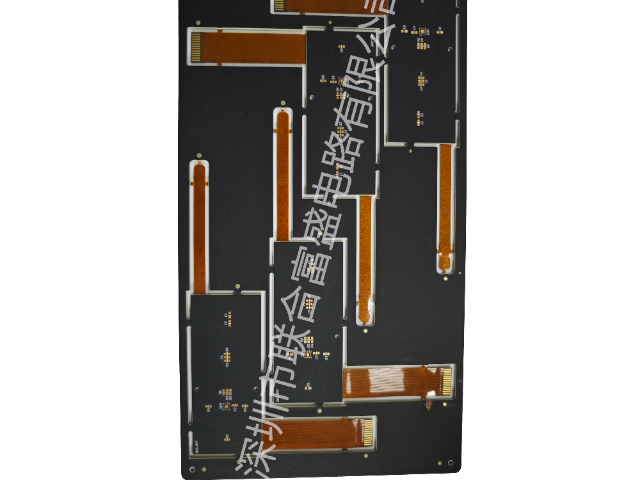
软硬结合板的HDI技术应用满足了高密度组装需求,联合多层线路板可生产一阶至三阶HDI软硬结合板。采用激光钻孔形成直径0.1毫米的微孔,孔位精度控制在±25微米以内。叠孔结构允许不同层的微孔上下堆叠,进一步节省布线空间,适用于处理器周边需要大量I/O引出的场景。电镀填孔工艺使微孔内部完全填充铜,孔上可直接叠孔或制作焊盘,提高布线自由度。在5G通信模组中,HDI软硬结合板用于连接射频芯片与天线阵列,在有限空间内实现多通道信号传输,信号路径长度一致性控制在±0.1毫米以内。广州软硬结合pcb制板软硬结合板图片联合多层软硬结合板在工业机器人领域应用,可承受振动环境下长期工作 。

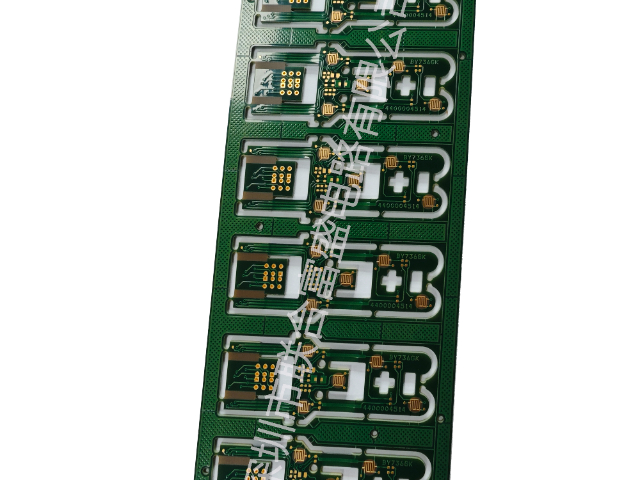
联合多层线路板的软硬结合板在生产过程中执行多层对准控制,确保刚性层与柔性层的图形位置偏差在允许范围内。内层线路制作采用激光直接成像设备,将设计图形精确转移至覆铜板上,蚀刻后通过自动光学检测筛选开路短路缺陷。压合前使用等离子清洗设备处理待结合表面,去除氧化物残留,增强粘结材料与铜箔的结合力。层压工序采用真空压合机,按照设定的升温曲线和压力参数运行,使半固化片充分流动填充间隙,形成致密的层间结合。钻孔工序中刚性区使用机械钻孔,柔性区使用二氧化碳激光钻孔,小孔径控制在0.1毫米级别,孔壁经过化学沉铜和电镀铜加厚后实现层间导通。
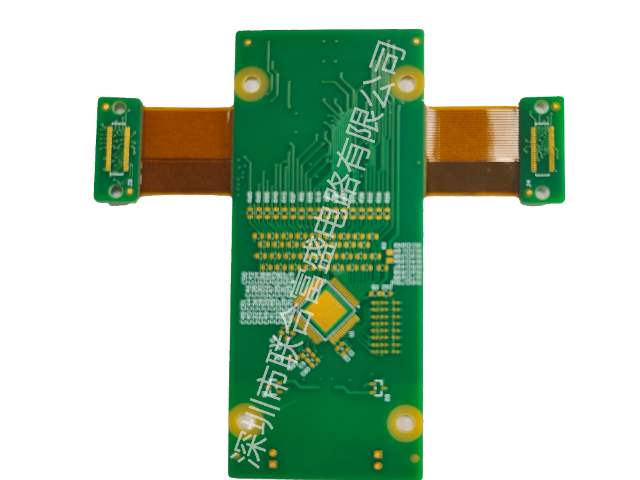
在汽车电子应用中,软硬结合板需要适应宽温度范围和机械振动环境,联合多层线路板通过材料选择和工艺控制满足车载要求。产品通过IATF16949汽车体系认证,生产过程中实施统计过程控制,维持各工序参数稳定。电池管理系统中,软硬结合板的柔性区可沿电池模组表面布局,采集各电芯电压和温度数据,刚性区安装监控芯片和处理电路。发动机控制单元附近的工作温度可达125℃,软硬结合板采用耐高温基材,刚性区与柔性区的热膨胀系数经过匹配,减少温度循环时的层间应力。车载信息娱乐系统中,软硬结合板在仪表台有限空间内实现显示屏与主控板的信号连接,同时适应车辆行驶过程中的持续振动。联合多层软硬结合板采用改性聚酰亚胺材料,高频下介电损耗因子小于0.005 。

联合多层线路板的软硬结合板在光通信模块中用于连接光电芯片与电路板。光模块内部空间紧凑,需要在有限体积内集成激光器驱动芯片、跨阻放大器、时钟数据恢复电路等功能单元,软硬结合板通过三维布线提高空间利用率。高频信号路径采用阻抗控制的微带线结构,特性阻抗50欧姆或100欧姆差分,保证25Gbps以上数据速率的信号完整性。激光器芯片安装区域采用异型开窗设计,便于光路对准和耦合,通过不锈钢补强板提供机械支撑。柔性区用于连接模块与外部主板,可适应不同安装方向需求,简化系统装配工艺。在温循测试中,软硬结合板的光模块在-40℃至85℃温度循环500次后,光功率变化控制在±0.5dB以内。联合多层软硬结合板在消费电子领域占比35%,广泛应用于智能手表TWS耳机产品 。株洲软板和软硬结合板的价格
联合多层软硬结合板在医疗器械内窥镜应用,直径小于5毫米超小型化设计。惠州八层软硬结合板流程
在软硬结合板的生产流程中,联合多层线路板执行多道工序以确保加工精度和一致性。内层线路制作采用激光直接成像技术,将设计图形精确转移到覆铜板上,随后通过酸性蚀刻形成线路图形,并使用自动光学检测设备扫描检查内层线路的开短路缺陷。多层压合前,需要对软板和硬板的待结合表面进行等离子清洗处理,去除氧化物和污染物,增强粘结力。压合工序在真空环境下进行,通过程序控制温度曲线和压力参数,使半固化片充分流动并填充间隙,形成无气泡的层间结合。钻孔工序中,刚性区采用机械钻孔,柔性区采用二氧化碳或紫外激光钻孔,小孔径可控制在0.1毫米级别。孔金属化通过化学沉铜和电镀铜加厚实现孔壁导通,镀层厚度均匀性经过霍尔槽试验验证。成型阶段采用铣刀切割与激光切割组合方式,对软硬结合区域进行揭盖处理,避免机械应力损伤柔性部分。全流程的质量控制点覆盖了从材料入库到成品包装的各个环节。惠州八层软硬结合板流程
联合多层线路板的软硬结合板在光通信模块中用于连接光电芯片与电路板。光模块内部空间紧凑,需要在有限体积...
【详情】联合多层线路板的软硬结合板在工业控制领域也有广泛应用,适应工业环境的可靠性要求。工业机器人关节部位需...
【详情】联合多层线路板的软硬结合板在工业机器人关节部位用于信号传输。机器人关节需要频繁旋转运动,软硬结合板的...
【详情】联合多层线路板在软硬结合板生产中执行可制造性设计评审,协助客户优化设计文件提高产品良率。设计文件中的...
【详情】软硬结合板在医疗器械中的一次性使用产品,注重成本控制和灭菌适应性。对于内窥镜手术器械等一次性使用场景...
【详情】软硬结合板的柔性区与刚性区结合处是结构薄弱环节,联合多层线路板通过工艺优化增强该区域可靠性。结合区域...
【详情】联合多层线路板的软硬结合板在生产过程中实施环保管控,产品满足RoHS和Reach指令要求。RoHS指...
【详情】联合多层线路板的软硬结合板在微型麦克风模组中应用,利用柔性区实现声学孔与电路板的连接。MEMS麦克风...
【详情】软硬结合板在射频识别天线中的应用,将天线结构与电路功能集于一体。联合多层线路板生产的RFID软硬结合...
【详情】医疗电子设备对电路板的长期可靠性有严格要求,联合多层线路板的软硬结合板通过ISO13485医疗体系认...
【详情】联合多层线路板在软硬结合板生产中执行可制造性设计评审,协助客户优化设计文件提高产品良率。设计文件中的...
【详情】软硬结合板在微型麦克风模组中的应用,利用柔性区实现声学孔与电路板的连接。MEMS麦克风芯片需要声学孔...
【详情】