- 品牌
- SOG
- 型号
- 定制
- 类型
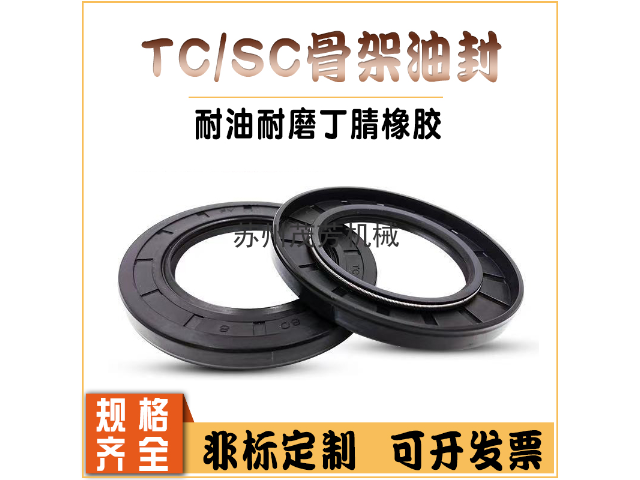
- TC
- 材质
- 丁腈橡胶,氟橡胶
- 结构类型
- 橡胶包骨架结构
- 是否进口
- 是
- 是否标准件
- 标准件,非标准件
- 加工定制
- 是
- 使用温度
- 200
- 使用压力
- 0.03
- 规格尺寸
- 20*35*7
- 产地
- 中国台湾
- 厂家
- 采升
- 特殊性质
- 耐高温,耐磨损,耐腐蚀,耐高压
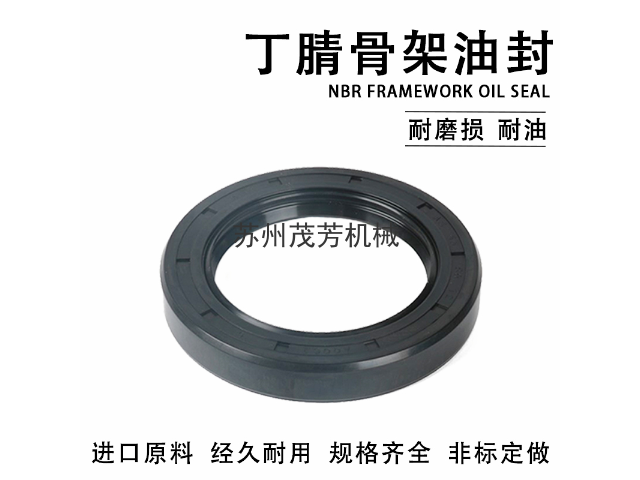
双重定位的骨架油封,其主要由橡胶本体和截面呈“L”型的金 属圈骨架组成,金属圈骨架内嵌于橡胶本体内,所述截面呈“L”型的金属圈 骨架横向段的上侧设有上方定位部,横向段的下侧设有下方定位部,所述截面 呈“L”型的金属圈骨架纵向段的内侧面的上部设有内侧定位部,所述截面呈 “L”型的金属圈骨架纵向段的外侧面上的下部设有外侧定位部,橡胶本体上 对应外侧定位部设有外侧加工定位凹陷。本方案解决了现有技术骨架油封中的 金属圈骨架产生左右偏移后,整个产品的外部圆周则厚度尺寸不均匀,使得产 品在装配后会产生倾斜,影响其唇口的密封性能,容易泄露的问题。按骨架型式可分为内包骨架油封,外露骨架油封和装配式油封。广西耐高温油封常见问题

为了充分发挥油封的功能,必须根据使用条件选定合适的型式与材料。这里就主要的影响因素作一简述。1、轴的表面线速度:在同一直径条件下,不同材料制造的油封,适应轴面旋转线速度的能力不同。油封使用的线速度范围一般小于15m/s,满意的润滑和良好的散热条件才是决定性因素。相应较低的数据,适用于更为苛刻的条件。2、温度:由于旋转轴表面与油封的密封唇部产生摩擦,所以密封唇口部的温度高于油液中的温度,一般油封工作时其唇缘的温度高于工作介质温度20~50℃。随着转速和压力增加,密封唇口处的温度也随之上升。另外,带有防尘唇的油封,比无防尘唇的油封会出现高于20℃的过高温度。当超过容许温度时会缩短油封的工作寿命,造成密封唇过早硬化及磨损加大。油封的工作温度范围与油封使用的材料有关:材料为丁晴橡胶(NBR)时为-40~120℃,亚力克橡胶(ACM)-30~180℃,氟橡胶(FKM)-20~230℃。3、压力:油封主要用于无压或者在微压的条件下使用,工作压力不超过0.05Mpa。当工作压力超过这个值时应选用耐压型油封。4、防尘:为防止污染物、灰尘、和湿气等从空气侧进入密封腔体内,建议使用带有防尘唇的油封。如果污染物侵入严重建议采用2个油封,以串联方式一前一后安装。湖南骨架油封电话氟橡胶具有超过硅胶的耐热性,优良的耐油性和耐化学药品性相配合。所制作出的油封可以在250°C内长期使用。
目前国内大量采用的油封结构型式比较多,其基本结构包括橡胶密封部分、金属骨架或金属壳体和金属弹簧。新型旋转轴唇形油封的主要特点是在旋转轴与油封唇部之间设计了一个包覆一层波浪状橡胶的油封内毂,工作时,内毂随同轴一起旋转,而油封在其唇部与内毂外表面之间实现动密封。其优点有:1.在油封内毂部份包覆一层波浪状橡胶,能适应旋转轴比较大的偏心度(通常只要求在0.5mm左右)和轴较大范围的尺寸偏差,有较佳的轴向及径向缓冲性能。此种油封在轴的偏心度为0.5mm、转速为800rpm条件下的泥水试验中显示了良好的密封性能;同时在50000km的寿命试验中也显示出非常长的使用寿命。2.由于密封是在油封唇部与内毂之间实现的,故对轴的不圆度、表面粗糙度要求不高,对轴表面的轻微损伤也不敏感,提高了油封的可靠性。3.在内毂上包覆一层橡胶,能使油封稳固地安装在轴上,如在安装前在橡胶表面涂点润滑脂,则安装就会变得更容易。4.在油腔与外界之间设计了一迷宫式通道,且在通道中布置了两道防尘唇,使主唇与灰尘及水保持一段距离,延长了旋转轴唇形油封的使用寿命。
1、装配的影响在骨架油封装配中,要求和油封相配合的油封座端面要有15~30°的倒角,底面圆角R≤0.5mm,座孔不允许有损伤。2、轴的轴向、径向窜量的影响高速旋转轴在运动中由于间隙造成轴向窜动量大,比如减速箱一轴如果调整不当,导致一轴窜量大,轴的高速运动就会加剧唇口的磨损。3、温度的影响温度变化会引起油封、骨架的膨胀或收缩,由于金属与橡胶的膨胀系数不同,在一定温度下它的膨胀量将会不同。大多数的油封都有弹簧圈,由于它是细金属制成的,温度引起的线膨胀非常明显,伸长后的弹簧圈张紧力变小,也会引起唇口压紧力不够而泄漏。4、唇口过盈量过盈量是指在自由状态唇口直径与轴径之差。过盈量可产生一部分径向力,这个径向力同时可补偿轴造成的偏心。但过盈量也应在一定的范围内,过盈量过小会降低密封性能;过盈量太大使唇口紧贴在轴上,唇口将轴箍得过紧,会使摩擦面上的油膜遭到破坏,在轴的高速旋转下,唇和轴表面间的温度急剧升高,加速唇口老化龟裂,甚至烧损密封唇口,导致密封失效。5、油封材料选择、结构设计、制造误差的影响常用的橡胶密封材料有丁腈橡胶(NBR)、三元乙丙橡胶(EPDM)、硅橡胶(VMQ)、氟橡胶(FKM或者FPM)和氯丁橡胶(CR)等。油封是以其唇部极窄的密封接触面(小于0.5mm)与旋转轴以一定的压力接触,并在液体润滑作用下实现密封。

骨架油封是油封的典型形式,一般说的油封即指的是骨架油封。油封的作用一般就是将传动部件中需要润滑的部件与出力部件隔离,不至于让润滑油渗漏。骨架就如同混凝土构件里面的钢筋,起到加强的作用,并使油封能保持形状及张力。骨架油封结构有三部分组成:油封体、加强骨架和自紧螺旋弹簧。密封体按照不同部位又分为底部、腰骨架油封构造图部、刃口和密封唇等。通常,在自由状态下的骨架油封,其内径比轴径小,即具有一定的“过盈量”。因此,当油封装入油封座和轴上之后,油封刃口的压力和自紧螺旋弹簧的收缩力对轴产生一定的径向紧力,经过一段时间运行后,该压力会迅速减小乃至消失,因而,加上弹簧可以随时补偿油封自紧力。按工作条件可分为旋转骨架油封和往返式骨架油封。云南单唇骨架油封厂家报价
骨架油封从接收到组装必须保持清洁。广西耐高温油封常见问题
C型骨架油封为内骨架油封可分为SC型、TC型、VC型、KC型、DC型这五种,分别是单唇内骨架油封、双唇内骨架油封、单唇无簧内骨架油封、双唇无簧内骨架油封、双唇双簧内骨架油封。G型骨架油封是外出有螺纹状,其类型和C型一样,只是在工艺上在外侧修改成有螺纹状,类似于O型圈的作用,即起到加强密封效果的作用,还能起到固定油封不松动。B型骨架油封是骨架内侧有胶料或者骨架内外都没有胶料,没有胶料会让散热性能更好。A型骨架油封是装配式油封,结构相对上述三种相对复杂,特点是承压性能更好更优异。广西耐高温油封常见问题
油封的安装1.装机前,油封应在唇口之间适量涂抹上添加有二硫化钼的锂基酯,防止轴在瞬间启动时,对唇口造成干磨现象,影响唇口的过盈量,并应尽快装配。装好油封的油封座,如果不是马上装机,则建议在上面用布覆盖防止异物附着油封。涂锂基脂的手或工具一定要干净。2.油封要平装,不能有倾斜的现象。建议采用油压设备或套筒工具安装。压力不要太大,速度要均匀、要慢。3.油封安装时应涂敷油液或润滑油,并将轴端和轴肩倒圆。4.安装油封时,一定要使唇缘端朝向被密封的油液一侧,切忌反向装配。5.油封装入座孔时,应采用对应工具推入,防止位置偏斜。6.油封唇缘通过的螺纹、键槽、花键等处应采取各种措施来防止唇缘损伤,并用对应工具...
- GA油封联系方式 2026-04-09
- 四川油封哪里买 2026-04-09
- 耐高温氟胶油封供应商 2026-04-08
- 嘉兴J型油封 2026-04-08
- 湖南SC骨架油封常见问题 2026-04-08
- TC骨架油封哪里买 2026-04-08
- 江苏双唇骨架油封市场价 2026-04-08
- 安徽油封供应商 2026-04-08
- 嘉兴油封性价比 2026-04-08
- FA油封订做价格 2026-04-08


- 浙江GA油封 2026-04-07
- 重庆丁晴橡胶油封价格表 2026-04-07
- 四川单唇骨架油封定制 2026-04-07
- 天津耐高温油封价格表 2026-04-07
- 山东油封电话 2026-04-07
- 山东单唇骨架油封厂家报价 2026-04-06





- 湖南耐低温O型圈工厂直销 04-09
- 重庆骨架油封厂家报价 04-09
- GA油封联系方式 04-09
- 四川油封哪里买 04-09
- 湖南橡胶O型圈常用知识 04-08
- 湖北DHO型圈 04-08
- 湖北橡胶O型圈定制 04-08
- 耐高温氟胶油封供应商 04-08
- 辽宁耐高温O型圈哪里买 04-08
- 嘉兴J型油封 04-08