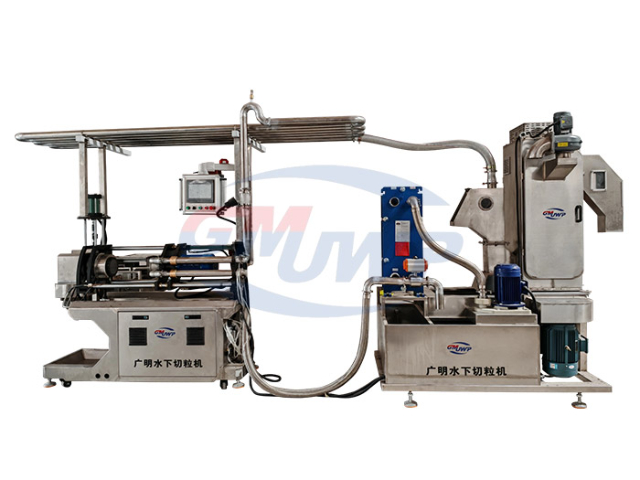
水下切粒机具有诸多明显的性能优势。由于切粒过程在水中进行,水能够快速带走热量,使塑料粒子瞬间冷却,这不仅提高了生产效率,还能有效改善粒子的外观质量,使其表面光滑、尺寸均匀。其切粒精度高,可以精确控制粒子的长度和直径,满足不同产品对塑料粒子规格的严格要求。而且,水下切粒机对物料的适应性强大,无论是热塑性塑料还是工程塑料,都能进行高效切粒处理。在应用范围上,水下切粒机几乎涵盖了整个塑料加工行业。在通用塑料领域,如聚乙烯、聚丙烯的造粒生产中大量应用,为塑料制品的大规模生产提供了质量的原料。在工程塑料方面,像聚碳酸酯、尼龙等高性能塑料的加工过程中,水下切粒机更是不可或缺。它还广泛应用于塑料改性行业,将各种添加剂与塑料基体混合后进行切粒,生产出具有特殊性能的改性塑料粒子,满足汽车、电子、航空航天等领域对塑料制品日益增长的高性能需求。水下切粒机的冷却水流量需根据生产负荷合理调节。东莞认可水下切粒机效果
产品定制化是水下切粒机市场的一个新兴趋势,对其市场前景有着积极的影响。不同的塑料加工企业由于其生产的塑料制品种类、规格、性能要求以及生产工艺的差异,对水下切粒机的需求也各不相同。一些企业可能需要切粒机能够处理特殊的塑料原料,如高填充塑料、弹性体塑料等;一些企业则对切粒的尺寸精度、形状复杂性有特殊要求。水下切粒机制造商通过提供产品定制化服务,能够满足客户的个性化需求。例如,根据客户提供的塑料原料特性和切粒要求,定制切刀的材质、形状和尺寸,优化挤出系统的螺杆设计和加热参数,调整水循环系统的冷却能力等。这种产品定制化趋势不仅能够提高客户的满意度,还能使企业在细分市场中形成独特的竞争优势,拓展市场份额,为水下切粒机市场的发展注入新的活力。东莞弹性体水下切粒机服务水下切粒机的安全防护装置可有效避免操作人员受伤。

水下切粒机的切刀材质种类高速钢——高速钢切刀也是比较常见的一种。它是一种含有钨(W)、钼(Mo)、铬(Cr)、钒(V)等合金元素的高合金钢。特点:具有较高的硬度和耐磨性,经过适当的热处理后,硬度可以达到 HRC63 - 66(洛氏硬度 C 标尺)左右。它能够满足一般塑料的切粒要求,对于一些熔融温度较低、粘度较小的塑料,如聚乙烯(PE)、聚丙烯(PP)等,高速钢切刀可以发挥较好的切割性能。韧性好,相比于硬质合金,高速钢切刀的韧性更高。这使得它在受到一定的冲击力时,不容易发生断裂。例如,在切粒过程中,如果遇到塑料熔体中的杂质或者设备的轻微振动,高速钢切刀能够更好地承受这些冲击,减少切刀损坏的风险。加工性能良好,易于制造和刃磨。可以通过磨削等工艺方便地加工出锋利的刃口,并且在刃口磨损后,也比较容易进行修复,从而降低了使用成本。
水下切粒机的切刀材质种类陶瓷切刀——陶瓷切刀主要包括氧化铝(Al₂O₃)陶瓷、氮化硅(Si₃N₄)陶瓷等。特点:硬度极高,氧化铝陶瓷切刀的硬度可以达到 HRA90 - 95 左右,氮化硅陶瓷切刀的硬度也很高。这种高硬度使其能够轻松地切割各种塑料,并且在切割过程中刃口磨损非常缓慢,尤其适用于切割高硬度、高耐磨的塑料颗粒。化学稳定性好,陶瓷切刀对大多数塑料熔体具有良好的化学惰性,不会与塑料发生化学反应。这使得它在切割含有腐蚀性添加剂或者特殊化学成分的塑料时,能够保持性能的稳定,不会因为化学腐蚀而影响切刀的使用寿命和切粒质量。耐高温性能优异,陶瓷材料的熔点很高,在高温环境下依然能够保持良好的机械性能。在水下切粒过程中,即使面对高温的塑料熔体,陶瓷切刀也不会出现软化或者变形的情况,能够保证切粒的精度和质量。不过,陶瓷切刀的韧性相对较差,容易发生脆性断裂,在使用过程中需要注意避免受到较大的冲击力。水下切粒机的料斗设计应便于物料输送,避免出现堵塞现象。

原材料价格的波动对水下切粒机市场有着间接但重要的影响。水下切粒机的制造涉及多种金属材料,如钢材、合金材料等,以及电气元件、塑料零部件等。原材料价格的上涨会增加生产成本,如果企业不能有效地将成本压力传导到产品价格上,就会压缩利润空间,影响企业的市场竞争力和市场拓展能力。为了应对原材料价格波动,企业可以采取多种策略。一方面,通过与供应商建立长期稳定的合作关系,争取更有利的采购价格和供应条款;另一方面,加强内部成本管理,优化生产工艺,提高材料利用率,降低生产过程中的浪费。此外,企业还可以通过研发创新,寻找可替代的原材料或改进产品设计,减少对高价原材料的依赖,从而在原材料价格波动的市场环境中保持稳定的市场价格和市场份额。水下切粒机的物料预塑化程度对切粒效果有明显影响。EVA热熔胶水下切粒机生产企业
检查水下切粒机切刀磨损情况,是定期维护工作中的重要一项。东莞认可水下切粒机效果
切粒质量问题粒子形状不规则问题表现:切出的塑料粒子长短不一,横截面不规整,有椭圆或多边形等异常形状。原因分析:切刀磨损严重,刃口变钝或出现缺口,导致切割时受力不均。切刀与模板之间的间隙过大或过小。间隙过大,熔体挤出时容易出现波动,使粒子形状不稳定;间隙过小,则可能造成切刀与模板的摩擦增加,影响切割效果并使粒子表面受损。模板孔的加工精度不高,孔径大小不一致或孔壁有瑕疵,影响熔体挤出的均匀性。解决方法:定期检查切刀的磨损情况,当刃口磨损到一定程度时及时更换切刀。新切刀安装后要仔细调整与模板的间隙,一般根据塑料原料特性,间隙在0.1-0.5毫米之间为宜。对模板进行精度检测,若发现孔有问题,可进行修复或更换模板。确保模板在安装时固定牢固,避免在切粒过程中发生位移。东莞认可水下切粒机效果