水下切粒机的切刀材质种类硬质合金——硬质合金是水下切粒机切刀常用的材质之一。它是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的。一般含有碳化钨(WC)、碳化钛(TiC)等硬质相和钴(Co)、镍(Ni)等粘结相。特点:硬度高,其硬度可以达到 HRA89 - 93(洛氏硬度 A 标尺)左右,能够有效地切割各种塑料熔体,包括硬度较高的工程塑料。例如,在切割聚碳酸酯(PC)、聚酰胺(PA)等塑料时,硬质合金切刀可以长时间保持刃口的锋利度。耐磨性好,在高速旋转切割过程中,能够抵抗塑料熔体的摩擦和磨损。相比于普通的高速钢切刀,硬质合金切刀的使用寿命可以延长数倍。这是因为硬质合金中的硬质相颗粒能够有效地抵抗磨粒磨损,而粘结相可以保证硬质相颗粒之间的结合强度,使其在磨损过程中不易脱落。热硬性高,在较高的温度下仍能保持较高的硬度和切削性能。在水下切粒过程中,切刀会因为切割高温的塑料熔体而升温,但硬质合金切刀可以在一定程度上避免因温度升高而导致刃口变软,从而保证切粒质量的稳定性。 水下切粒机的安全防护装置可有效避免操作人员受伤。广东稳定水下切粒机一般多少钱

水下切粒与传统切粒方式的比较优势——水下切粒相比传统切粒方式具有明显优势。传统的热切粒方式在空气中进行切粒,塑料熔体冷却速度较慢,容易导致粒子粘连,需要额外的冷却设备和工序来分离粘连的粒子,增加了生产成本和生产周期。而水下切粒利用水的快速冷却特性,能使粒子瞬间冷却定型,有效避免了粘连问题,生产出的粒子外观光滑、尺寸均匀。在切粒质量上,水下切粒的精度更高,因为水的缓冲作用使得切刀对熔体的切割更加稳定,能够精确控制粒子的长度和直径,这对于一些对塑料颗粒尺寸要求严格的质量应用领域至关重要。从生产环境角度来看,水下切粒过程中产生的粉尘和挥发性气体在水中被有效抑制,减少了对车间空气环境的污染,有利于操作人员的健康和环保要求。此外,水下切粒机的自动化程度较高,可以通过先进的控制系统实现对整个切粒过程的精细监控和调节,提高了生产效率和产品质量的稳定性,相比传统切粒方式更具现代化工业生产的优势。广东弹性体水下切粒机大概多少钱水下切粒机的电机功率需根据产量要求合理选择,避免资源浪费。

关于水下切粒机技术创新拓展应用领域——水下切粒机技术的不断创新正在拓展其应用领域。一方面,新型材料的研发,如高性能工程塑料、生物降解塑料等,需要更精密、更适配的切粒设备。水下切粒机通过优化切刀设计、改进水循环系统和提高自动化控制水平,能够更好地处理这些新型材料,生产出符合特殊要求的塑料颗粒。例如,在生物降解塑料的生产中,水下切粒机可以精确控制颗粒的尺寸和形状,确保其在后续加工和使用过程中的性能稳定。另一方面,技术创新使得水下切粒机能够与其他塑料加工工艺更好地衔接,如与塑料改性、共混等工艺相结合,生产出具有多种功能和特性的塑料颗粒,进一步拓宽了其在塑料产品制造领域的应用范围。
水下切粒机具有诸多明显的性能优势。由于切粒过程在水中进行,水能够快速带走热量,使塑料粒子瞬间冷却,这不仅提高了生产效率,还能有效改善粒子的外观质量,使其表面光滑、尺寸均匀。其切粒精度高,可以精确控制粒子的长度和直径,满足不同产品对塑料粒子规格的严格要求。而且,水下切粒机对物料的适应性强大,无论是热塑性塑料还是工程塑料,都能进行高效切粒处理。在应用范围上,水下切粒机几乎涵盖了整个塑料加工行业。在通用塑料领域,如聚乙烯、聚丙烯的造粒生产中大量应用,为塑料制品的大规模生产提供了质量的原料。在工程塑料方面,像聚碳酸酯、尼龙等高性能塑料的加工过程中,水下切粒机更是不可或缺。它还广泛应用于塑料改性行业,将各种添加剂与塑料基体混合后进行切粒,生产出具有特殊性能的改性塑料粒子,满足汽车、电子、航空航天等领域对塑料制品日益增长的高性能需求。水下切粒机的产能受多种因素制约,如切刀转速、物料流量等。

挤出造粒是塑料颗粒生产的主要工艺之一。首先,将塑料原料加入到挤出机的料斗中,在螺杆的旋转推动下,原料沿着螺杆的螺槽向前输送。在这个过程中,通过机筒外部的加热装置以及螺杆与物料的摩擦生热,使塑料原料逐渐熔融塑化。熔融后的塑料形成均匀的熔体,然后被螺杆推送至具有特定形状和尺寸的机头模具处。模具上通常开设有多个小孔,熔体在压力作用下从小孔挤出,形成细长的条状物。这些条状物紧接着进入冷却水槽或经过风冷装置进行快速冷却,使其硬化定型。通过切粒装置将冷却后的塑料条切割成规定尺寸的塑料颗粒。挤出造粒工艺具有生产效率高、产品质量稳定等优点,能够大规模生产各种形状和规格的塑料颗粒,广泛应用于塑料行业的各个领域,从简单的塑料制品到复杂的工程塑料部件,都离不开挤出造粒工艺所生产的塑料颗粒。水下切粒机的水过滤系统可净化循环水,避免杂质影响切粒质量。惠州弹性体水下切粒机生产企业
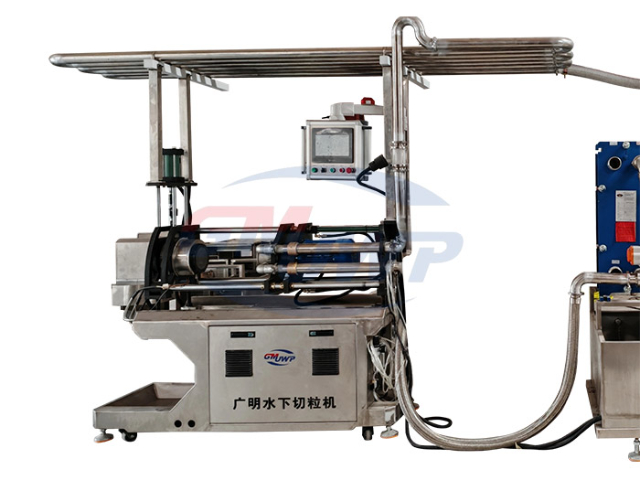
水下切粒机的检修工作需在停机断电后进行,保障人员安全。广东稳定水下切粒机一般多少钱
水下切粒机的实际产量达不到设计产量要求。原因分析:挤出机的塑化能力不足,可能是螺杆的设计不合理,如螺槽深度、螺距等参数不适合所加工的塑料原料,导致物料不能充分熔融和均匀混合,影响挤出量。切刀的转速过低,无法及时将挤出的熔体切成粒子,限制了生产速度。塑料原料的流动性差,在挤出机内的输送阻力大,使物料的挤出速度减慢。这可能是由于原料的分子量分布过宽、添加剂的影响或原料未充分干燥等原因造成的。设备存在泄漏问题,如挤出机的料斗、机头、螺杆与机筒之间的密封处泄漏,导致物料损失,从而降低了实际产量。解决方法:优化螺杆的设计参数,根据塑料原料的特性选择合适的螺杆结构,如渐变型螺杆、突变型螺杆或分离型螺杆等,提高挤出机的塑化能力和输送效率。在保证切粒质量的前提下,适当提高切刀的转速,加快切粒速度。但要注意切刀转速过高可能会导致切粒质量下降。对塑料原料进行预处理,可采用添加润滑剂、增塑剂等方法来降低物料的粘度,提高其流动性。检查设备的密封情况,及时修复或更换损坏的密封件,确保设备无泄漏现象。定期对设备进行维护保养,检查各连接部位的紧固情况,防止因松动而导致泄漏。广东稳定水下切粒机一般多少钱