激光打标的基本原理是,由激光发生器生成高能量的连续激光光束,聚焦后的激光作用于承印材料,使表面材料瞬间熔融,甚至气化,通过控制激光在材料表面的路径,从而形成需要的图文标记。
激光打标的特点是非接触加工,可在任何异型表面标刻,工件不会变形和产生内应力,适于金属、塑料、玻璃、陶瓷、木材、皮革等材料的标记。
激光几乎可对所有零件(如活塞、活塞环、气门、阀座、五金工具、卫生洁具、电子元器件等)进行打标,且标记耐磨,生产工艺易实现自动化,被标记部件变形小。
激光打标机采用扫描法打标,即将激光束入射到两反射镜上,利用计算机控制扫描电机带动反射镜分别沿X、Y轴转动,激光束聚焦后落到被标记的工件上,从而形成了激光标记的痕迹
珠三角、港台地区把激光打标按激光的英文(Laser)音译称为激光镭射加工。 全国质量资源镭雕粉镭雕母粒!河北PE/PP用镭雕粉打标辅助剂
优势激光打标聚焦后的极细的激光光束可将物体表面材料逐点去除,其先进性在于标记过程为非接触性加工,不产生机械挤压或机械应力,因此不会损坏被加工物品;由于激光聚焦后的尺寸很小,热影响区域小,加工精细,因此,可以完成一些常规方法无法实现的工艺。激光加工使用的光是聚焦后的光点,不需要额外增添其它设备和材料,只要激光器能正常工作,就可以长时间连续加工。激光加工速度快,成本低廉。激光加工由计算机自动控制,生产时不需人为干预。激光能标记何种信息,与计算机里设计的内容相关,只要计算机里设计出的图稿打标系统能够识别,那么打标机就可以将设计信息精确的还原在合适的载体上。因此软件的功能实际上很大程度上决定了系统的功能。 浙江PBT镭雕粉用途减少丝印工艺镭雕粉二维码喷码!

塑料镭雕粉,是镭雕助剂里面的一种粉状形态助剂。一般用在造粒工艺中,偶尔也可以用在注塑工艺,但效果没造粒那么好,也可先造粒在注塑这样效果比较好。之所以不用在注塑中是因为镭雕粉比较重,分散不均匀的话会导致沉底的现象。镭雕粉的添加量又要比镭雕母粒的添加量要小很多,低至千分之几。镭雕粉的助剂使用方法与镭雕助剂的传统使用方法基本一致,以下是镭雕助剂的使用方法:首先:把原料烘干,然后加入镭雕助剂。首先镭雕助剂是不可以烘料的,如果你加入镭雕助剂和原料一起烘料那么就会出现镭雕助剂溶化,导致和原料溶在一起的现象。如果要烘料那么你得先把原料烘干,再加入我们的镭雕助剂,那么才可以正常注塑镭雕。第二步:把原料与镭雕助剂搅拌均匀,然后直接注塑或抽粒。在塑料工艺中有两种比较常见,分别是先抽粒再注塑和直接注塑。通常如果是注塑工艺比较好使用母粒的镭雕助剂,因为在注塑的时候粉末比较重分散不均匀的话就会出现沉底的现象。,如果是造粒工艺就使用镭雕粉末的效果比较好。第三步:注塑出成品后直接用激光机镭雕打标即可。在激光打标的过程中要通过不断的变化激光的参数来雕刻,从而达到比较好的镭雕效果。往往很多人都是不调整激光机的参数。
折叠阵列式打标它是使用几台小型激光器同时发射脉冲,经反射镜和聚焦透镜后,使几个激光脉冲在被打标材料表面上烧蚀(熔化)出大小及深度均匀的小凹坑,每个字符、图案都是由这些小圆黑凹坑构成的,一般是横笔划5个点,竖笔划7个点,从而形成5×7的阵列。阵列式打标一般采用小功率射频激励CO2激光器,其打标速度比较高可达6000字符/妙,因而成为高速在线打标的理想选择,其缺点是只能标记点阵字符,且只能达到5×7的分辨率,对于汉字无能为力。 镭雕粉的特性是耐侯耐用稳定性高!

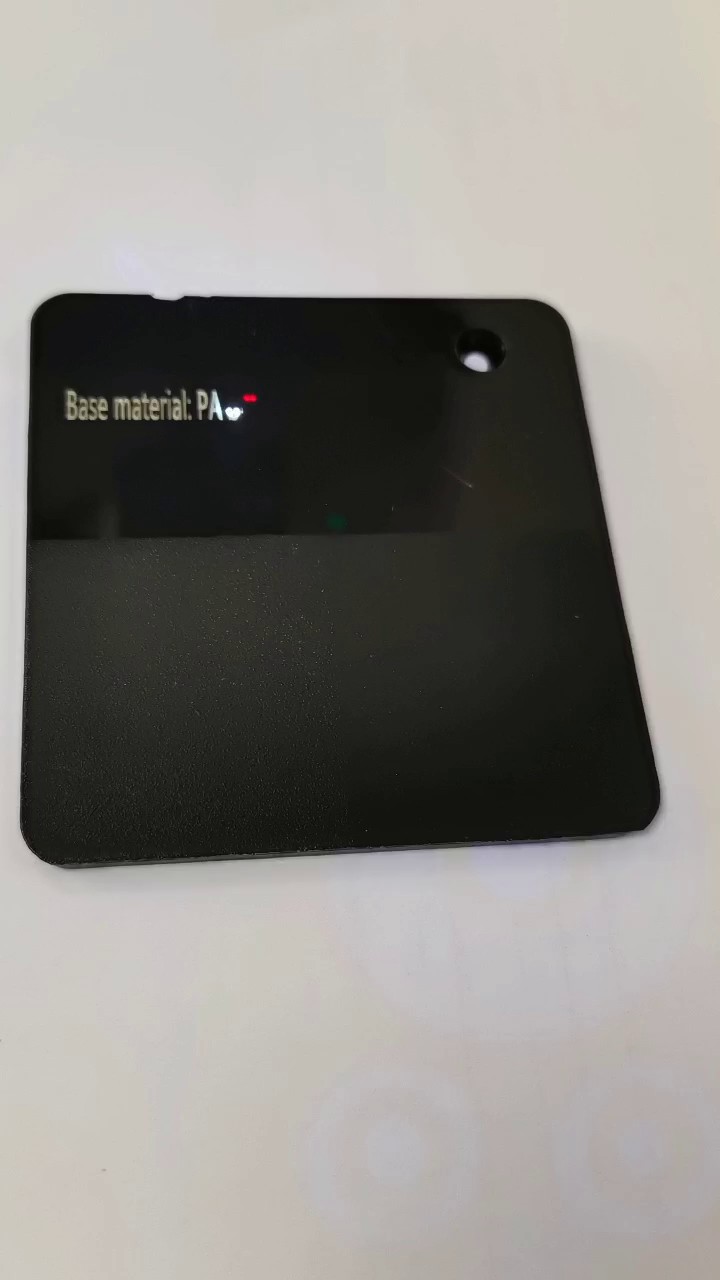
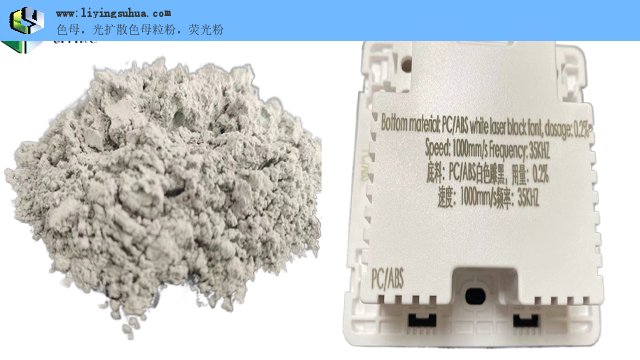
大部分的塑料首先要考虑以下几点:a.塑料底材是否能够直接镭雕在使用镭雕技术的塑料产品中,有那么一小部分的特例,它们本身的物性对激光能量就有较好的吸收性,那么它们在不添加镭雕助剂的情况下也可以进行镭雕。当然缺点就是镭雕出来的清晰度可以但是颜色却控制不了。b.是否一定需要镭雕工艺在印刷标记技术上,不止有镭雕,还有印染一类的工艺。印染工艺与镭雕的区别也是显而易见,那就是印染的虽然颜色更鲜艳,但是标记会磨损、掉色。如果你是做一些不易摩擦碰撞的塑料制品,那么使用印染即可,如果客户要求你使用镭雕工艺那么再考虑使用镭雕助剂。c.成本的预算 镭雕的工艺效果当然是好,不会掉色,效率还高。但成本会增加d.塑料本身的物性对镭雕助剂的适应性现在市场上的塑料产品都是经过改性塑料增强物性,普遍的就有阻燃、增强、增韧、填充等。在这些改性塑料上再添加镭雕助剂,那么结果是镭雕的效果会大打折扣。改性不太严重的可以通过增加镭雕助剂的添加量调整,如果改性较多的塑料那么基本加入镭雕助剂也没有多少效果。所以建议提前考量好胶料的选择。厂家直销现货批发彩色雕黑镭雕PBT, PA, ABS, PC白雕黑激光粉。河北PE/PP用镭雕粉打标辅助剂
针对性定制各种效果镭雕母粒镭雕粉!河北PE/PP用镭雕粉打标辅助剂
原理及性能激光打标机中的聚焦镜是一个非常重要的重要配件之一,目的是将激光在整个工件标刻平面形成聚焦,从而提高边缘光束入射到探测器的能力。其性能指标主要有以下几条:1.扫描范围。镜头能扫描到的面积越大,当然越受使用者的欢迎。但是如果一味的增加扫描面积,会带来很多的问题。如光点变粗,失真加大等等。2.焦距(跟工作距离有一定关系,但是不等于工作距离)。a.扫描范围跟场镜焦距成正比--扫描范围的加大,必然导致工作距离的加大。工作距离的加长,必然导致激光能量的损耗。b.聚焦后的光斑直径跟焦距成正比。这意味着当扫描面积达到一定的程度后,得到的光点直径很大,也就是说聚得不够细,激光的功率密度下降非常快(功率密度跟光斑直径的2次方成反比),不利于加工。c.由于F-Theta场镜是利用的y'=f*θ的关系来工作的,而实际的θ和tgθ的值还是有区别的。而且随着焦距f的加大,失真程度将越来越大。3.工作波长。目前市场上使用的多半是1064nm和10600nm两种。但是随着将后来激光器的发展,532nm和355nm及266nm的场镜也会有相应的应用。 河北PE/PP用镭雕粉打标辅助剂
深圳市丽盈塑化有限公司位于宝安区松岗街道松岗大道72号鑫永盛大厦915室。在市场经济的浪潮中拼博和发展,目前丽盈塑化在橡塑中拥有较高的**度,享有良好的声誉。丽盈塑化取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。丽盈塑化全体员工愿与各界有识之士共同发展,共创美好未来。