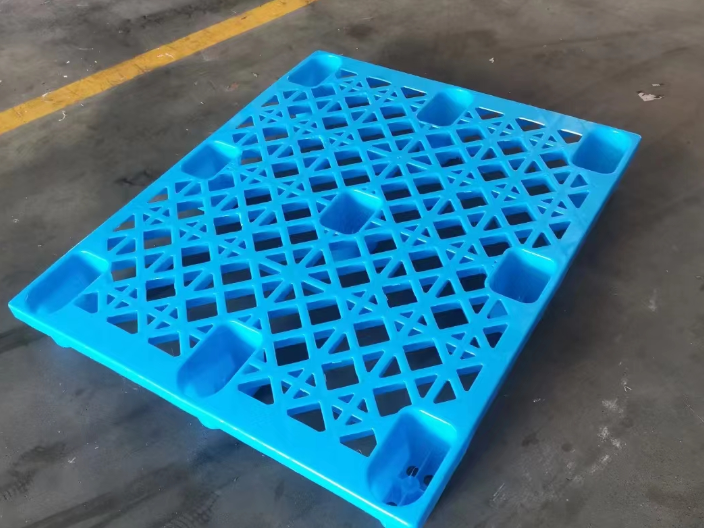
塑料托盘凭借耐酸碱、抗腐蚀的特性,在化工、食品、医药等行业应用广。其重心材质分为高密度聚乙烯(HDPE)与聚丙烯(PP):HDPE托盘耐低温性能优异,-40℃至60℃环境下可稳定使用,抗冲击强度达20kJ/m²,适合冷链物流与户外仓储;PP托盘耐高温能力更强,可承受120℃短期高温,但低温脆性较大,更适配室内常温场景。结构设计上,网格田字底托盘底部支撑稳定,适配叉车四向进叉,在自动化立体仓库中,能通过堆垛机实现3-4层的多层堆码;平板九脚底托盘表面平整,可直接衔接输送线,减少货物传输卡顿。某制药企业采用HDPE塑料托盘后,托盘经121℃蒸汽灭菌30分钟无变形,符合GMP标准,药品运输污染率从0.5%降至0,同时因无木材霉变问题,仓库清洁维护成本降低30%。出口特用塑料托盘,符合 ISO 标准,通过海关查验,跨境物流安全适配。山西川字托盘设计
食品级托盘采用食品接触级材质(如 PP、PE、不锈钢),生产过程无异味、无有害物质释放,符合 GB 4806 系列标准。例如,生鲜食品使用的 PP 托盘,表面光滑易清洁,可直接接触水果、蔬菜,且耐低温(-40℃),适合冷链运输;烘焙行业的不锈钢托盘,可耐受 200℃高温,能直接放入烤箱使用,某面包店的不锈钢托盘,使用寿命达 10 年以上。食品级托盘还具备防水、防油特性,如快餐配送的 PE 托盘,可防止汤汁渗漏,且一次性使用后可回收,某快餐连锁企业的食品级托盘,回收率达 85%,减少白色污染。为提升安全性,部分食品级托盘会采用一次性设计,避免交叉污染,如外卖行业的纸质食品托盘,使用后可降解,某外卖平台的一次性食品托盘,年减少塑料使用量 500 吨。此外,食品级托盘的颜色多为白色、透明色,无色素添加,确保食品视觉安全,符合消费者心理预期。塑料托盘托盘厂上海市模块化拼接托盘,可自由组合尺寸,不规则货物仓储灵活适配。

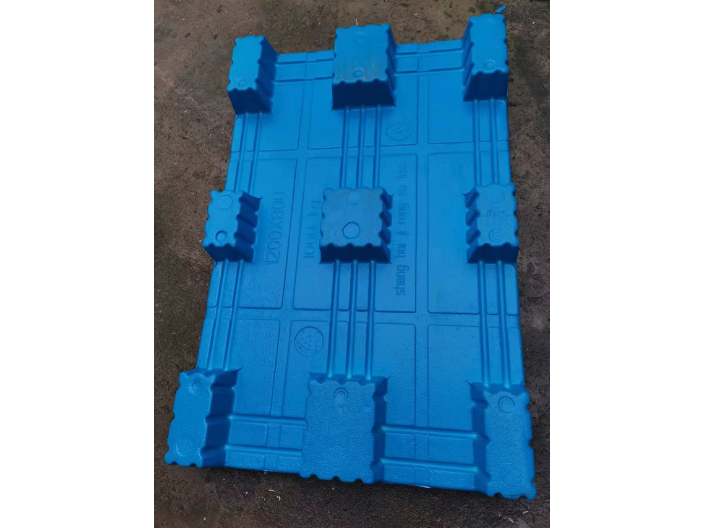
田字型托盘因底部呈 “田” 字结构而得名,具备优异的结构稳定性,堆码时货物重量均匀分布,不易倾倒,堆码层数可达 5-8 层,较川字型托盘提升 30%。在仓储场景中,田字型托盘适合存放不规则、重心较高的货物,如家具、大型家电,某家具仓库使用田字型托盘后,堆码倒塌率从 12% 降至 1%。田字型托盘的底部支撑腿分布均匀,可适配手动叉车、电动叉车、堆高机等多种设备,装卸灵活性高,某物流中心的田字型托盘,不同设备的适配率达 100%。此外,田字型托盘的表面平整,可直接用于货物堆放,无需额外铺垫,如某家电企业的田字型塑料托盘,可直接承载洗衣机、冰箱,且能保护设备底部不受磨损。不过,田字型托盘的通风性较差,不适合生鲜、易受潮货物,且重量较川字型托盘重 10%-20%,成本略高。
智能托盘通过集成物联网技术(RFID 标签、GPS 模块、传感器),实现货物全流程可视化管理。RFID 标签可存储托盘编号、货物信息、重量等数据,通过手持终端或固定阅读器,可在 10 米范围内快速读取信息,某物流园区使用 RFID 智能托盘后,货物盘点效率从 2 小时 / 万件提升至 15 分钟 / 万件,盘点误差率从 3% 降至 0.1%。GPS 智能托盘内置定位模块,可实时追踪托盘位置,配合温度传感器,还能监测货物运输环境温度,在冷链物流中,可确保生鲜、医药产品温度始终控制在 2-8℃,某生鲜电商的智能托盘,温度数据上传频率达 1 次 / 5 分钟,运输过程温度超标率从 5% 降至 0.3%。部分智能托盘还配备重量传感器,可自动检测货物重量,防止超载,例如某快递公司的智能托盘,当承载重量超过额定值 10% 时,会自动发出声光报警,避免托盘损坏与货物倾覆。智能托盘的数据可通过云端平台整合分析,帮助企业优化物流路径,某第三方物流公司通过智能托盘数据,将运输路线优化后,车辆空驶率降低 18%,运输成本节省 12%。上海积荣塑料托盘,批量定制效率高,售后质保 1 年,物流仓储全场景适配。
塑料托盘以聚乙烯(PE)、聚丙烯(PP)为主要原料,通过注塑、吹塑工艺成型,具备耐酸碱、抗腐蚀、防水防潮等特性,在潮湿、化工环境中表现优异。例如,食品加工车间使用的 PE 塑料托盘,可耐受 80℃高温清洗,且不易滋生细菌,符合食品卫生标准(GB 4806.7);化工企业的 PP 塑料托盘,能抵御有机溶剂侵蚀,使用寿命达 5-10 年,远超木质托盘。塑料托盘的结构设计多样,如网格型、平板型、田字型,网格型利于通风散热,适合生鲜、医药货物;平板型密封性好,可承载粉末、液体类货物。在环保方面,部分塑料托盘采用再生料生产(再生料占比可达 50%),且废弃后可回收再利用,某物流企业使用再生塑料托盘后,年减少塑料废弃物 30 吨。此外,塑料托盘重量轻(通常 10-20kg),装卸效率比木质托盘提升 20%,且无钉刺、不易断裂,能降低工人搬运受伤风险。定制尺寸塑料托盘,可按货物规格调整长宽高,贴合包装,减少运输空隙。塑料托盘托盘厂上海市
食品级塑料托盘,无异味无有害物质,符合 FDA 标准,生鲜、食品仓储安全适配。山西川字托盘设计
塑料托盘凭借耐酸碱、抗腐蚀的特性,在化工、食品、医药等行业应用广。其材质多为高密度聚乙烯(HDPE)或聚丙烯(PP),HDPE 托盘耐低温性能优异(-40℃至 60℃可正常使用),抗冲击强度达 20kJ/m²,适合冷链物流与户外仓储;PP 托盘耐高温性能更佳(可承受 120℃短期高温),但低温脆性较大,更适合室内常温场景。塑料托盘结构设计多样,网格田字底托盘底部支撑稳定,适合叉车四向进叉,在自动化立体仓库中,可通过堆垛机实现多层堆码(通常 3-4 层);平板九脚底托盘表面平整,适配输送线传输,减少货物卡顿风险。在医药行业,塑料托盘可进行高温消毒(121℃蒸汽灭菌),符合 GMP 标准,某制药企业使用 HDPE 塑料托盘后,托盘清洗消毒效率提升 40%,且无木材霉变、虫蛀问题,药品运输污染率从 0.5% 降至 0。此外,塑料托盘可回收再生,报废后经破碎、造粒可重新制成新托盘,某化工园区通过托盘回收体系,塑料托盘循环利用率达 75%,减少塑料废弃物产生。山西川字托盘设计