- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
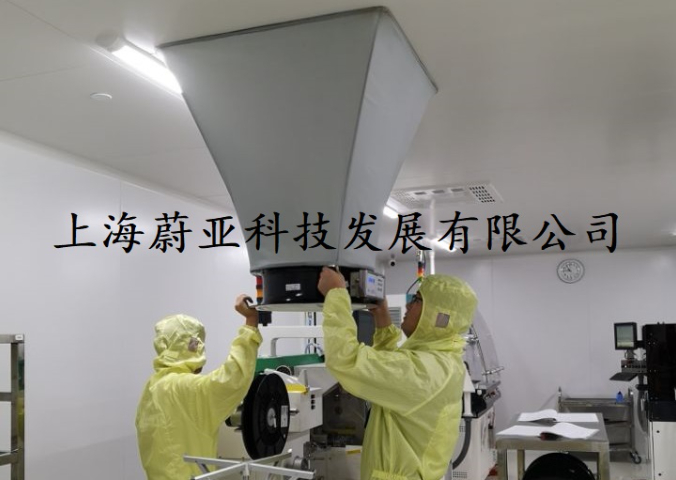
- 风量风速检测、温湿度检测、噪声检测、照度检测
- 检测项目
- 洁净度检测、静压差检测、沉降菌检测、浮游菌检测、静电检测
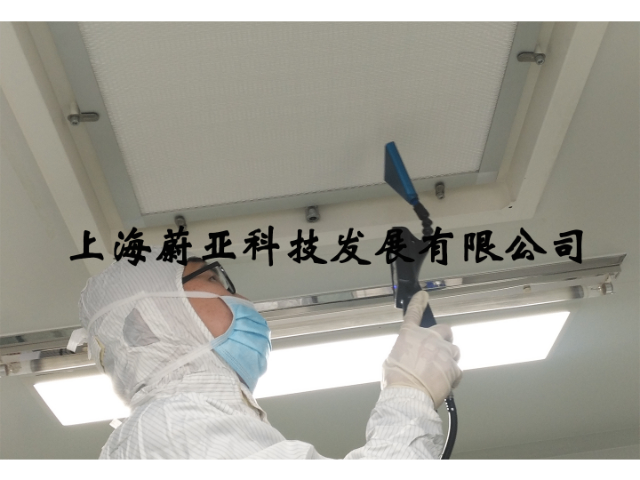
无尘室表面清洁度检测与消毒效果评估表面清洁度需满足动态微生物和颗粒物残留标准,检测方法包括接触碟法、擦拭法和ATP生物发光法。接触碟法要求TSA培养基平板压贴表面30秒,培养后菌落数≤5 CFU/碟;ATP检测则通过荧光素酶反应定量表面有机物残留,限值通常≤200 RLU(相对光单位)。某医疗器械厂因消毒剂残留超标导致细胞培养污染,后改用过氧化氢蒸汽灭菌并增加中和剂验证。此外,需定期进行模拟污染试验(如喷洒荧光素钠),评估清洁程序的有效性。清洁工具(如无尘布、拖把)的材质和更换周期也需符合ISO 14644-5要求,防止二次污染。温湿度对产品质量和设备运行稳定性有重要影响,需实时监控,保持规定范围。上海医疗器具无尘室检测方法
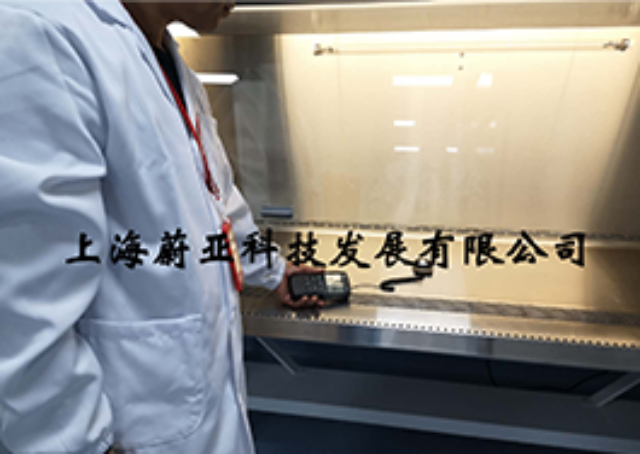
无尘室检测的主要指标解析(二)——温湿度控制温湿度控制是无尘室检测的另一项重要指标。在许多高科技生产过程中,适宜的温湿度环境对于生产设备的正常运行和产品质量的稳定性至关重要。例如,在半导体制造过程中,光刻工艺对温度和湿度的变化非常敏感。温度的波动可能导致光刻机的镜头发生热膨胀或收缩,从而影响光刻的精度;湿度的变化则可能影响光刻胶的性能,进而影响光刻的质量。一般来说,无尘室的温湿度需要精确控制在±1℃和±5%RH以内。为了实现这一目标,无尘室通常配备了先进的温湿度调节系统,如恒温恒湿空调系统和湿度发生器等,通过实时监测和反馈控制,确保温湿度始终保持在规定的范围内。北京医疗净化车间无尘室检测周期无尘室的重要性远超我们的想象。
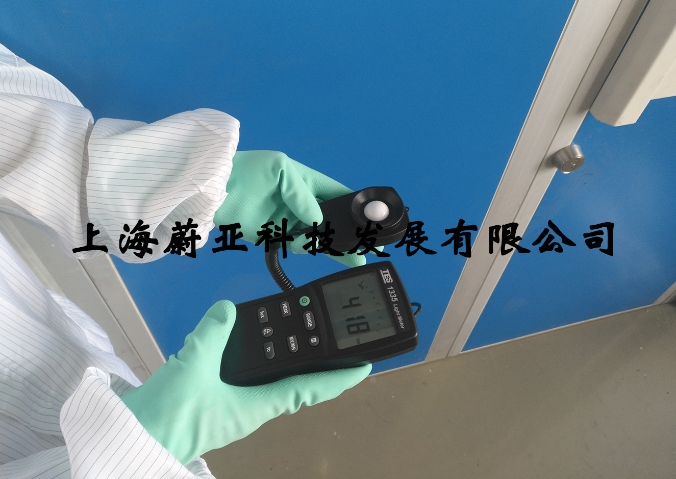
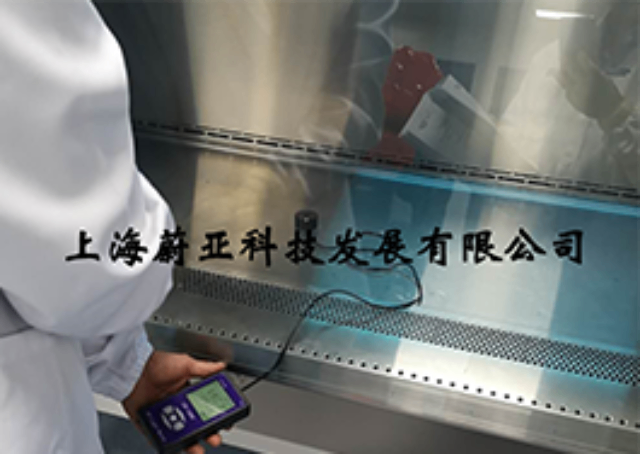
温湿度与光照度检测的无尘室控制策略无尘室需维持温湿度在特定范围内(如22℃±2℃、45%±10%RH),以确保工艺稳定性和人员舒适度。检测采用多点温湿度记录仪,重点监控关键区域(如灌装线、冻干机出口)。某ADC药物生产因湿度超标导致中间体吸潮降解,经调查发现是空调系统加湿阀故障。整改方案包括加装冗余传感器和自动报警功能。光照度检测需确保工作区照度≥300lux且无眩光,使用照度计按网格法布点测量。某光学元件厂因局部照度不足,导致员工操作失误,后通过LED灯带优化实现均匀照明。此外,需定期校准环境参数仪器,确保数据可靠性。
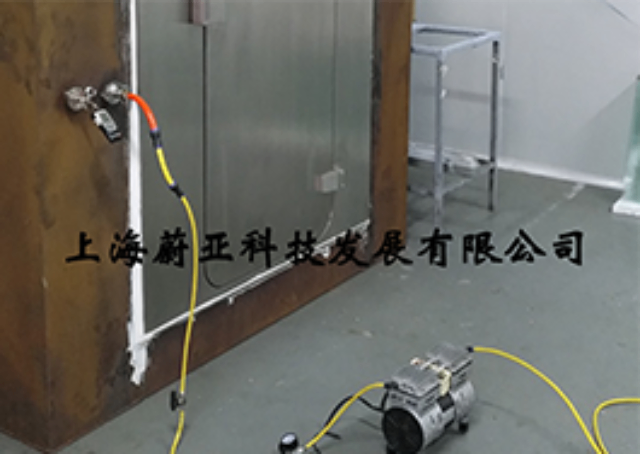
压差梯度检测与无尘室密封性验证无尘室压差设计需确保洁净区与非洁净区之间维持≥5Pa的正压,防止外部污染物侵入。检测时使用微压差计(精度±1Pa)沿洁净走廊-气闸间-生产区的路径逐点测量,记录并验证压差稳定性。某疫苗生产车间因门频繁开启导致压差波动超过±3Pa,引发交叉污染风险。整改措施包括安装余压阀和优化人流管控,同时定期检查门窗密封条完整性。FDA指南强调,压差系统需在动态条件下验证,例如模拟设备故障或紧急开门场景。此外,回风管道的泄漏率需≤0.5%,可通过烟雾测试直观评估气流方向是否符合设计要求。表面清洁度是无尘室管理的基础,需定期清洁消毒,并进行检测评估。

纳米级无尘室检测的技术**纳米技术的快速发展对无尘室洁净度提出前所未有的挑战。某半导体实验室研发出基于量子点传感器的检测系统,可实时监测0.01微米(10纳米)级颗粒,灵敏度较传统设备提升百倍。该技术利用量子点的光致发光特性,当颗粒撞击传感器表面时,光信号变化可精确识别颗粒大小与成分。实验显示,在光刻工艺中,该系统成功将晶圆污染率从0.05%降至0.001%。然而,量子点传感器对电磁干扰高度敏感,团队通过电磁屏蔽舱与主动降噪技术,将误报率降低至0.1%以下。单向流和非单向流组合的气流。微生物无尘室检测
维护管理是无尘室长期稳定的保障,需制定详细计划,定期检查、清洁、消毒。上海医疗器具无尘室检测方法
柔性电子制造中的动态洁净度管理折叠屏手机生产线的无尘室需应对高频机械运动带来的动态污染。某企业引入气悬浮传送系统,替代传统机械臂,减少摩擦产生的氧化铝颗粒。检测发现,传送带转弯处的湍流会使0.3微米颗粒浓度激增300%,遂加装静电吸附帘与局部负压罩。同时,采用高速粒子计数器(采样频率2kHz)捕捉瞬态污染,结合AI算法区分工艺粉尘与环境干扰。该方案使屏幕亮斑缺陷率降低90%,但数据量暴增500倍,需部署边缘计算节点实现实时分析。上海医疗器具无尘室检测方法
浮游菌检测:浮游菌检测对于医药、食品等行业的无尘室至关重要。采用空气采样器进行检测,其原理是通过抽取一定体积的空气,使空气中的微生物粒子吸附在含有培养基的培养皿上。检测前,需对采样器进行严格的消毒灭菌处理。在无尘室正常运行状态下,在不同区域均匀布置采样点,每个采样点抽取空气量一般为100L。采样结束后,将培养皿置于恒温培养箱中,在适宜的温度和湿度条件下培养一定时间(通常为48-72小时),观察菌落生长情况,依据相关标准判定无尘室浮游菌数量是否合格,确保生产环境符合卫生要求。浮游菌和沉降菌检测用于评估无尘室的微生物污染状况。过滤器无尘室检测技术好洁净室检测记录的规范化管理与数据分析检测记录是洁净...
- 北京实验室环境无尘室检测周期 2025-12-23
- 风速无尘室检测诚信推荐 2025-12-23
- 安徽压差无尘室检测范围 2025-12-23
- 北京无尘室检测规范性强 2025-12-23
- 江苏手术室无尘室检测值得推荐 2025-12-23
- 上海静电无尘室检测服务 2025-12-23
- 安徽洁净室无尘室检测报告 2025-12-23
- 医疗器具无尘室检测哪家好 2025-12-23
- 江苏洁净度无尘室检测规范性强 2025-12-23
- 静电无尘室检测周期 2025-12-23
- 安徽洁净工作台无尘室检测诚信推荐 2025-12-22
- 电子厂房环境无尘室检测认真负责 2025-12-22
- 北京洁净室环境无尘室检测周期 2025-12-22
- 上海温湿度无尘室检测诚信推荐 2025-12-22
- 安徽微生物无尘室检测周期 2025-12-22
- 北京洁净室无尘室检测范围 2025-12-22



- 青浦区验收风管漏风量检测方法 01-10
- 济南项目风管漏风量检测报告 01-10
- 虹口区风管漏风量检测周期 01-10
- 舟山工程风管漏风量检测 01-10
- 杨浦区项目风管漏风量检测值得推荐 01-10
- 徐汇区风管漏风量检测频率 01-10
- 杨浦区项目风管漏风量检测公司 01-10
- 南京风管漏风量检测服务 01-10
- 徐州风管漏风量检测标准 01-10
- 上海风管漏风量检测频率 01-10