- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
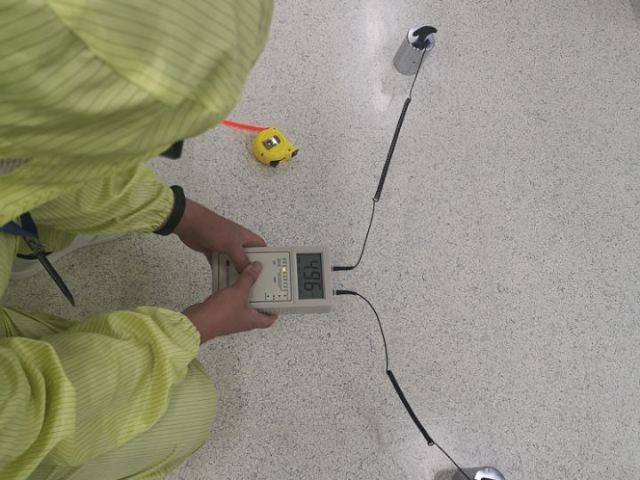
- 风量风速检测、温湿度检测、噪声检测、浮游菌检测、静电检测
- 检测项目
- 照度检测、洁净度检测、静压差检测、沉降菌检测
洁净室检测中的国际标准差异与应对策略不同国家和地区的洁净室检测标准存在差异,企业开展全球化生产时需关注这些差异并制定应对策略。例如,美国FDA的cGMP要求动态检测数据作为洁净室分类依据,而欧盟GMP允许静态检测用于洁净室分级;日本JISB9920标准对电子洁净室的微振控制(≤10μm/s)提出额外要求,而ISO标准未作规定。在出口产品生产洁净室检测中,需同时满足目标国标准和我国现行规范,例如为美国市场生产的无菌药品,洁净室检测需符合ISO14644-1(静态ISO5级)和cGMP(动态ISO7级)双重要求,检测方案需明确动态检测的采样频率(每班次至少3次)和合格标准。对于涉及跨国认证的洁净室(如通过FDA、EUMDR认证),建议委托具备国际互认资质(如ILAC-MRA)的检测机构,确保检测报告被全球监管机构接受。同时,建立标准差异对比表,定期更新各国法规变化(如2023年FDA新增对洁净室消毒剂残留的检测要求),通过技术改造(如增加残留检测设备)和流程优化(如调整消毒后检测等待时间)满足***合规性要求,避免因标准理解偏差导致的认证失败。洁净室缺陷整改需执行CAPA(纠正与预防措施)流程。消毒液净化车间环境洁净室检测服务至上
洁净室检测中的风险点识别与控制措施洁净室检测过程中存在多种潜在风险,需通过风险评估(如FMEA失效模式与效应分析)提前制定控制措施。例如,粒子计数器采样管过长(超过2m)可能导致粒子沉降损失,需使用短距离硬管连接并垂直向上采样;微生物培养皿暴露期间人员频繁走动可能引入污染,需划定检测隔离区并限制非必要人员进入;压差检测时微压差计零点漂移会导致数据偏差,需在检测前后进行零点校准并记录环境大气压。对于动态检测,操作人员的动作幅度(如快速挥手)可能产生瞬时粒子污染,需要求检测期间保持静止或缓慢移动;在高温洁净室(如晶圆退火车间,温度≥100℃)检测时,需使用耐高温传感器并控制检测时间(每次不超过15分钟),避免设备过热损坏。通过识别"人、机、料、法、环"各环节的风险点,制定针对性的预防措施和应急预案,能够有效提升检测数据的准确性和检测过程的安全性。过滤器洁净室检测目的洁净室检测是保障高精密生产与科研活动顺利开展的基石,直接影响半导体芯片等行业的产品质量与安全性。

1.洁净室浮游菌检测的技术要点浮游菌检测是评估洁净室生物污染程度的重要指标,尤其对于药品生产、食品加工、医疗器械制造等对微生物控制要求严格的行业至关重要。浮游菌检测主要采用空气采样器收集空气中的微生物样本。常用的空气采样器有撞击式采样器和离心式采样器。撞击式采样器通过将空气高速撞击到含有培养基的平皿上,使微生物附着在培养基表面;离心式采样器则利用离心力将空气中的微生物分离到培养基上。在进行浮游菌检测时,首先要对采样器和培养基进行灭菌处理,确保检测结果不受外来微生物的干扰。采样点的布置需遵循相关标准,根据洁净室的面积和功能区域合理分布。每个采样点的采样时间和采样量也有明确规定,以保证采集到具有代表性的空气样本。采样完成后,将培养基放置在适宜的温度和湿度条件下进行培养,一般细菌培养温度为30-35℃,培养时间为48-72小时;***培养温度为20-25℃,培养时间为5-7天。通过对培养后的菌落进行计数和鉴定,可以准确了解洁净室内浮游菌的数量和种类,为洁净室的微生物控制提供科学依据。
在无尘室检测中,对于高效过滤器的检测和评估是至关重要的环节。高效过滤器是无尘室空气净化的**设备,其性能的好坏直接影响无尘室的洁净度。检测人员可以通过扫描检测法,使用尘埃粒子计数器对高效过滤器的表面进行扫描,检测是否存在泄漏点。如果发现泄漏,需要及时进行修补或更换过滤器,以确保过滤器的过滤效率。高效过滤器的更换周期也是检测和维护工作的重要内容。随着使用时间的增加,高效过滤器会逐渐被尘埃粒子堵塞,导致阻力增大,风量减少,过滤效率下降。通过定期的阻力检测和风量检测,可以判断高效过滤器是否需要更换。更换高效过滤器时,需要严格按照操作规程进行,避免在更换过程中对无尘室环境造成污染。新建洁净室必须完成竣工验收检测,包括性能检测与综合性能评定,合格后方可投入使用。

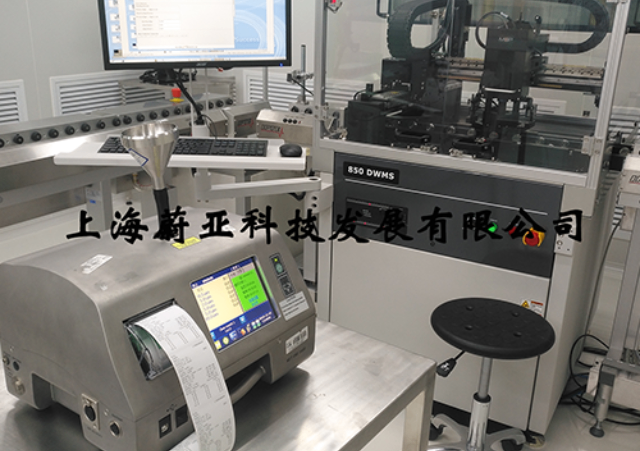
沉降菌检测:沉降菌检测是一种简单直观的微生物检测方法。在无尘室检测中,将装有培养基的培养皿直接暴露在空气中,利用重力作用使空气中的微生物自然沉降到培养基表面。检测时,根据无尘室面积和功能区域,合理布置培养皿数量和位置,一般每 10 平方米放置 1 个培养皿。培养皿暴露时间通常为 30 分钟至 1 小时。暴露结束后,将培养皿加盖密封,送至实验室进行培养。与浮游菌检测类似,在规定的培养条件下观察菌落生长,评估无尘室的微生物污染状况,为无菌操作提供依据。对洁净室检测数据进行统计分析,可挖掘潜在规律,为洁净室的节能优化提供数据支持。江苏压缩空气检测洁净室检测流程
周期性再验证应每年执行,重大改造后强制复检。消毒液净化车间环境洁净室检测服务至上
1.洁净室照度检测的要求与检测方法洁净室照度检测是为了保证工作人员能够清晰地进行操作和观察,同时满足生产工艺对光照条件的要求。不同类型的洁净室对照度的要求不同,例如,一般生产区域的照度要求为300-500lx,而对于精细操作区域,如电子芯片组装、药品检验等区域,照度要求可达到500-1000lx。照度检测使用照度计进行测量。检测方法是在洁净室的工作平面上均匀布置测点,测点间距一般不大于2m,对于面积较小的洁净室,可适当减少测点数量,但应保证能够***反映照度分布情况。测量时,照度计应垂直放置在测点上,读取照度值。为了保证测量的准确性,应在洁净室的照明系统稳定运行一段时间后进行测量,避免因照明设备启动瞬间的电压波动影响测量结果。如果检测发现照度不符合要求,需要检查照明灯具的数量、功率、安装位置等是否合理,及时更换损坏的灯具,调整灯具布局,以确保洁净室的照度满足生产和工作需求,提高工作效率和产品质量。消毒液净化车间环境洁净室检测服务至上

静压差检测:静压差的检测旨在确保无尘室各区域之间的空气流向合理,防止污染扩散。在无尘室的不同区域(如洁净区与非洁净区、高洁净等级区与低洁净等级区)设置压力传感器进行检测。正常情况下,洁净区的压力应高于非洁净区,相邻洁净室之间应保持不小于5Pa的压差,洁净区与室外应保持不小于10Pa的压差。检测过程中,需关闭所有门窗和传递窗,待系统稳定运行一段时间后读取压力数据。若静压差不符合要求,需检查送排风系统、密封装置等,及时调整,以保证无尘室的气流组织满足洁净度要求。洁净室检测成本由设备购置、耗材消耗、人员工资及第三方检测费用等多部分构成。江苏消毒液净化车间环境洁净室检测认真负责人员卫生检测也是无尘室检...
- 江苏实验室洁净室检测 2025-10-29
- 安徽洁净传递窗洁净室检测流程 2025-10-29
- 上海温湿度洁净室检测流程 2025-10-28
- 静电洁净室检测服务商 2025-10-28
- 洁净传递窗洁净室检测周期 2025-10-28
- 浙江过滤器洁净室检测值得推荐 2025-10-28
- 江苏洁净室检测第三方检测机构 2025-10-28
- 上海医疗器具洁净室检测分析 2025-10-28
- 浙江气流洁净室检测流程 2025-10-28
- 浙江洁净工作台洁净室检测第三方检测机构 2025-10-28

- 医疗器具洁净室检测技术好 2025-10-28
- 安徽温湿度洁净室检测规范性强 2025-10-28
- 浙江洁净气体3Q验证洁净室检测服务至上 2025-10-28
- 实验室洁净室检测认真负责 2025-10-28
- 洁净传递窗洁净室检测价格 2025-10-28
- 纯化水检测洁净室检测认真负责 2025-10-28



- 青浦区验收风管漏风量检测方法 01-10
- 济南项目风管漏风量检测报告 01-10
- 虹口区风管漏风量检测周期 01-10
- 舟山工程风管漏风量检测 01-10
- 杨浦区项目风管漏风量检测值得推荐 01-10
- 徐汇区风管漏风量检测频率 01-10
- 杨浦区项目风管漏风量检测公司 01-10
- 南京风管漏风量检测服务 01-10
- 徐州风管漏风量检测标准 01-10
- 上海风管漏风量检测频率 01-10