- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
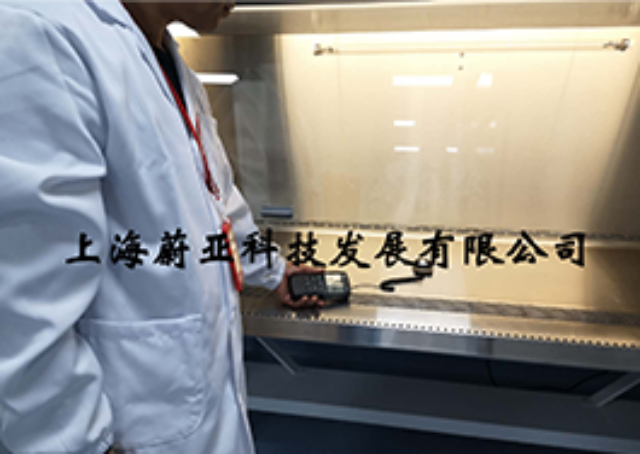
- 风量风速检测、温湿度检测、噪声检测、照度检测
- 检测项目
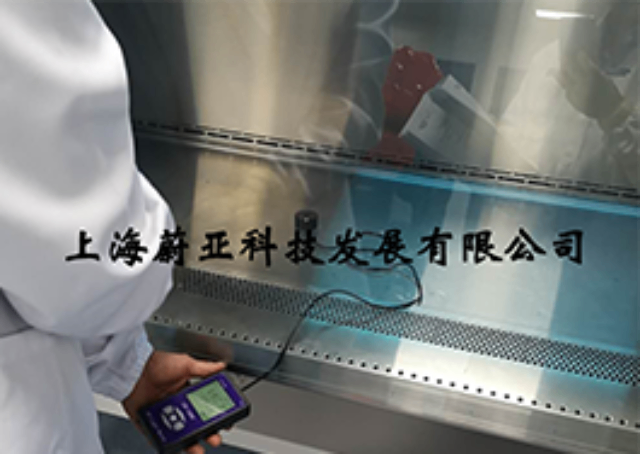
- 洁净度检测、静压差检测、沉降菌检测、浮游菌检测、静电检测
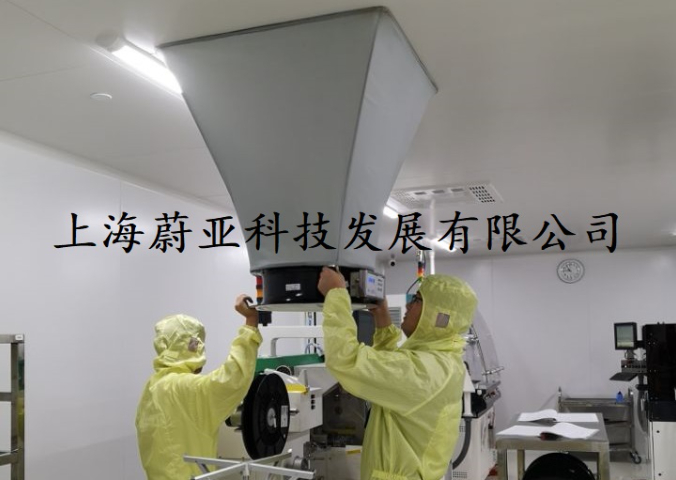
洁净室检测前的准备工作与环境确认检测前的准备工作直接影响数据的准确性和可靠性,需遵循"人、机、料、法、环"***确认原则。人员方面,检测人员需穿戴与洁净室级别匹配的洁净服,经风淋室吹淋后进入,避免化妆品、首饰等外带污染物;设备方面,提前24小时将检测仪器放入洁净室适应环境,完成开机预热、零点校准和流量校正(如粒子计数器需用标准粒子进行校准);物料方面,确认检测用培养基、采样耗材已通过灭菌处理(如浮游菌采样器需提前湿热灭菌121℃/30分钟);方法方面,根据检测方案制定记录表格,明确测点位置、检测频次和判定标准;环境方面,检测**小时停止洁净室清洁消毒(避免消毒剂残留影响微生物检测),确认净化系统已运行至少30分钟(单向流洁净室需运行1小时)达到稳定状态。对于长期停用的洁净室,需提前72小时开启净化系统并进行预检测,确保高效过滤器、空调机组等设备无故障运行,避免因准备不足导致检测结果无效或重复检测。定期对检测人员进行考核,确保其技术水平符合要求。浙江过滤器无尘室检测评估
无尘室检测设备的微型化**某研究所开发出硬币大小的无线粒子传感器,基于MEMS技术将光学检测室压缩至1mm³。通过光子晶体增强散射效应,可检测0.1微米颗粒,功耗*为传统设备的3%。部署500个此类传感器构建高密度监测网,成功定位某真空泵的纳米油雾泄漏点。但微型设备需解决校准难题,采用群体智能算法——每100个节点内置1个基准传感器,其余节点自动校准,使整体数据误差率控制在2%以内。无尘室人员培训的元宇宙系统某药企构建数字孪生无尘室,学员通过VR设备进行污染应急演练:①模拟手套破裂时粒子扩散路径;②训练正确处置动作(如反向撤离路线);③系统实时评估操作评分。结合生物传感器监测学员心率与瞳孔变化,AI调整训练难度。数据显示,经过8小时VR训练的人员,实操失误率比传统培训降低67%。但晕动症问题仍需改进,采用光场显示技术后,不适感发生率从35%降至8%。无尘室检测流程建立无尘室检测的应急预案,可有效应对突发污染事件。
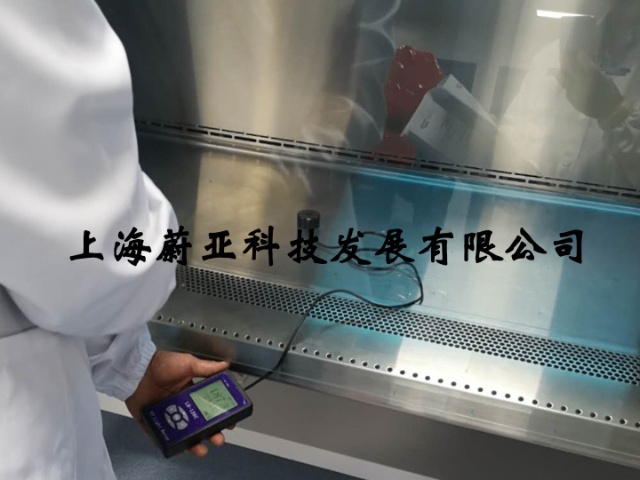
尘埃粒子检测的技术要点与设备应用尘埃粒子检测是洁净室检测的**项目之一,主要通过激光尘埃粒子计数器对空气中不同粒径的悬浮粒子进行计数。检测前需确认设备校准状态(校准周期通常为每年一次),并根据洁净室面积和级别确定采样点数量(如ISO5级洁净室每20㎡设置1个采样点)。采样时应遵循"静态检测为主,动态检测为辅"原则:静态检测要求洁净室停止生产活动30分钟后进行,反映洁净室自净后的本底污染水平;动态检测则在生产过程中实时监测,评估人员、设备、工艺对环境的污染影响。值得注意的是,粒子计数器的采样流量需与洁净室换气次数匹配,例如对于换气次数≥40次/小时的洁净室,建议采用28.3L/min以上流量的设备以确保采样代表性。当检测结果出现异常波动时,需排查高效过滤器(HEPA)泄漏、人员流动频繁、设备扬尘等潜在污染源,通过层流流向测试和堵漏验证确保洁净室气流组织的稳定性。
电子洁净室微污染控制与纳米级粒子检测电子行业洁净室(如半导体晶圆厂、LCD面板车间)对微污染控制达到纳米级精度,需重点监测≥0.1μm的粒子浓度,部分**洁净室(ISO1级)要求≥0.1μm粒子数≤10个/m³。传统激光尘埃粒子计数器在检测纳米级粒子时存在灵敏度不足的问题,需采用扫描电迁移率颗粒物粒径谱仪(SMPS)或凝结核计数器(CPC),通过荷电粒子的迁移率或过饱和蒸汽凝结原理实现精细计数。检测时需注意,电子洁净室常采用超洁净管道(如内壁电解抛光的不锈钢管)和ULPA过滤器,其粒子脱落风险较低,污染主要来源于工艺设备(如光刻机的真空泵油雾)、耗材(如擦拭布的纤维脱落)和人员(如洁净服的化纤颗粒)。针对纳米级粒子易受气流扰动影响的特性,检测点应布置在距工艺设备50cm范围内的关键位置,同时监测压差梯度(相邻洁净区压差≥15Pa)以防止外部污染侵入。通过建立微污染数据库,分析粒子粒径分布和出现频次,能够精细定位污染源并采取针对性控制措施,如在真空泵出口安装油雾分离器、使用导电纤维洁净服减少静电吸附。鞋底清洁是检测人员进入无尘室的必要步骤。
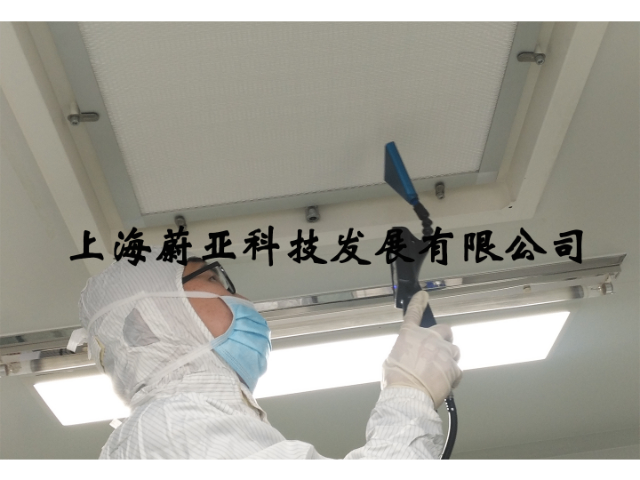
食品洁净室检测的卫生学重点与交叉污染防控食品洁净室检测以微生物控制和异物防范为**,需符合GB14881-2013《食品生产通用卫生规范》和GB50073-2013《洁净厂房设计规范》。检测项目除常规粒子和微生物外,增加了对食品接触面(如传送带、模具)的清洁度检测,采用ATP生物荧光法快速评估表面微生物残留(RLU值≤300为合格)。由于食品生产过程中常使用水、蒸汽和化学清洁剂,需特别关注洁净室排水系统的密封性(地漏需配备水封和防倒灌装置)和冷凝水管理,避免潮湿环境滋生霉菌。交叉污染防控是食品洁净室检测的重点,例如在即食食品与非即食食品生产区域之间,需通过压差控制(≥20Pa)和传递窗紫外线杀菌确保物理隔离,检测时需模拟物料传递过程,评估传递窗密封性能和杀菌效果。对于烘焙食品洁净室,还需监测空气中的面粉粉尘浓度,防止粉尘积聚引发风险,通过粉尘浓度传感器实时预警并联动除尘系统,确保生产环境的安全性和卫生合规性。高效过滤器完整性直接决定无尘室过滤效果,需定期进行扫描检漏,保障其性能稳定。浙江洁净室无尘室检测
医疗器械生产无尘室的检测关乎患者生命健康安全。浙江过滤器无尘室检测评估
无尘室声表面波传感器的在线监测某工厂部署SAW传感器网络,实时监测颗粒撞击频率。当0.3μm颗粒浓度>1000/cm³时,传感器谐振频率偏移>50kHz,触发警报。但传感器易受温度漂移影响,集成MEMS温度补偿模块后,精度提升至±2kHz,误报率从15%降至2%。无尘室洁净度与员工生产力的关联分析某企业通过眼动追踪与生理指标监测发现,洁净室中员工眨眼频率增加200%,导致操作效率下降15%。色温(从5000K调至4000K)与新风量后,疲劳感降低30%,生产效率提升8%。但新风量增加导致能耗上升,采用热回收装置后节能40%。浙江过滤器无尘室检测评估
浮游菌检测:浮游菌检测对于医药、食品等行业的无尘室至关重要。采用空气采样器进行检测,其原理是通过抽取一定体积的空气,使空气中的微生物粒子吸附在含有培养基的培养皿上。检测前,需对采样器进行严格的消毒灭菌处理。在无尘室正常运行状态下,在不同区域均匀布置采样点,每个采样点抽取空气量一般为100L。采样结束后,将培养皿置于恒温培养箱中,在适宜的温度和湿度条件下培养一定时间(通常为48-72小时),观察菌落生长情况,依据相关标准判定无尘室浮游菌数量是否合格,确保生产环境符合卫生要求。浮游菌和沉降菌检测用于评估无尘室的微生物污染状况。过滤器无尘室检测技术好洁净室检测记录的规范化管理与数据分析检测记录是洁净...
- 北京实验室环境无尘室检测周期 2025-12-23
- 风速无尘室检测诚信推荐 2025-12-23
- 安徽压差无尘室检测范围 2025-12-23
- 北京无尘室检测规范性强 2025-12-23
- 江苏手术室无尘室检测值得推荐 2025-12-23
- 上海静电无尘室检测服务 2025-12-23
- 安徽洁净室无尘室检测报告 2025-12-23
- 医疗器具无尘室检测哪家好 2025-12-23
- 江苏洁净度无尘室检测规范性强 2025-12-23
- 静电无尘室检测周期 2025-12-23
- 安徽洁净工作台无尘室检测诚信推荐 2025-12-22
- 电子厂房环境无尘室检测认真负责 2025-12-22
- 北京洁净室环境无尘室检测周期 2025-12-22
- 上海温湿度无尘室检测诚信推荐 2025-12-22
- 安徽微生物无尘室检测周期 2025-12-22
- 北京洁净室无尘室检测范围 2025-12-22



- 青浦区验收风管漏风量检测方法 01-10
- 济南项目风管漏风量检测报告 01-10
- 虹口区风管漏风量检测周期 01-10
- 舟山工程风管漏风量检测 01-10
- 杨浦区项目风管漏风量检测值得推荐 01-10
- 徐汇区风管漏风量检测频率 01-10
- 杨浦区项目风管漏风量检测公司 01-10
- 南京风管漏风量检测服务 01-10
- 徐州风管漏风量检测标准 01-10
- 上海风管漏风量检测频率 01-10