- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
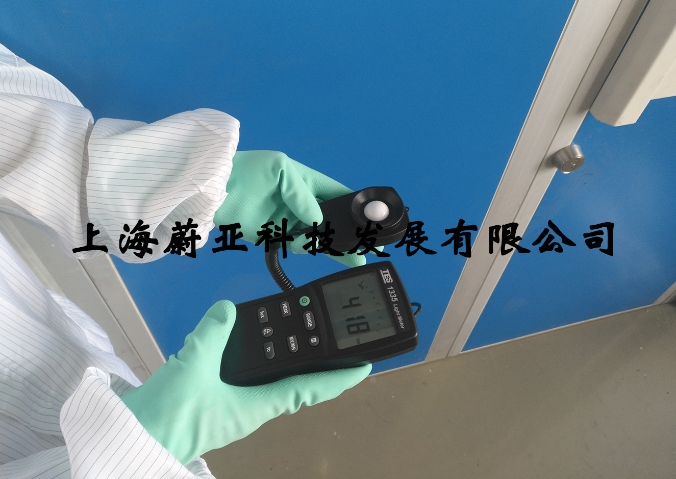
- 风量风速检测、温湿度检测、噪声检测、照度检测
- 检测项目
- 洁净度检测、静压差检测、沉降菌检测、浮游菌检测、静电检测
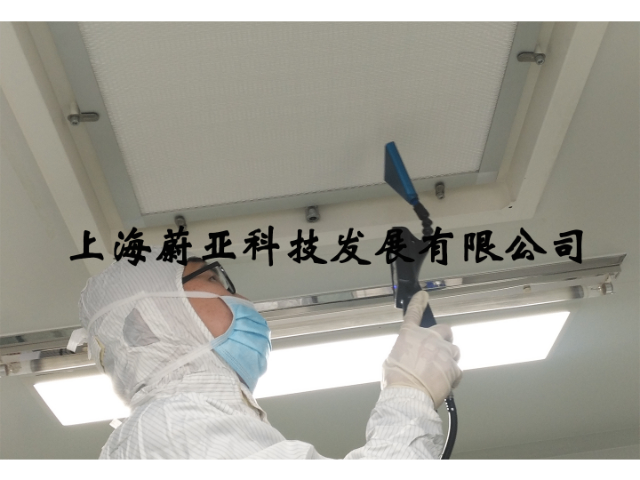
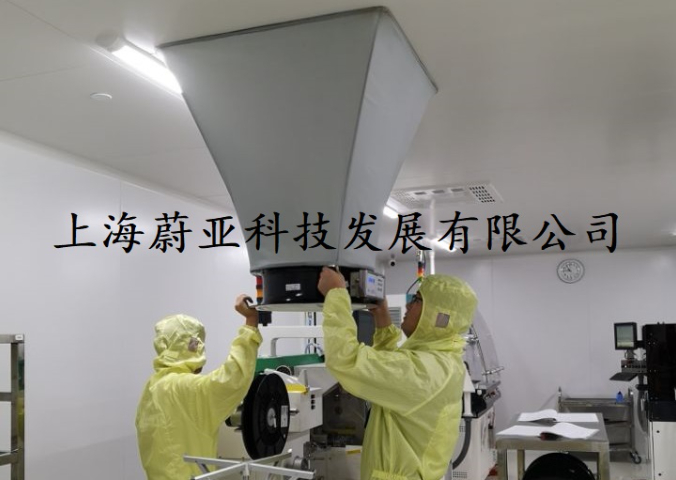
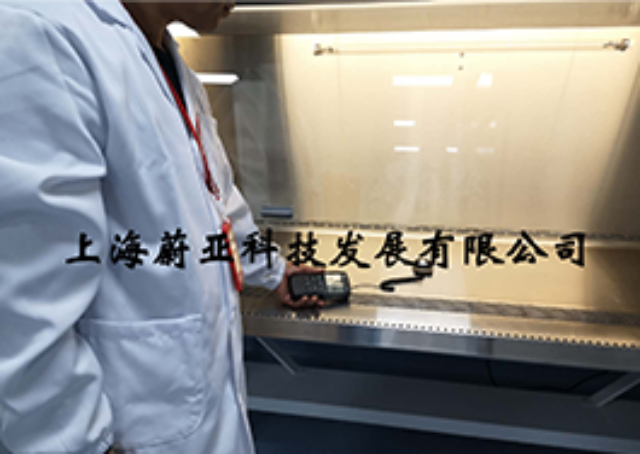
气流参数检测与洁净室气流组织优化风速、风量和换气次数是衡量洁净室气流组织有效性的关键参数。对于单向流洁净室(如A级洁净区),垂直气流速度应控制在0.36-0.54m/s(ISO标准),通过热球式风速仪在高效过滤器下方10-15cm处多点测量,确保风速均匀性偏差≤20%;非单向流洁净室则通过风量罩检测送风口风量,计算换气次数(如C级洁净室换气次数≥20次/小时)。压差检测是维持洁净室梯度污染控制的重要手段,相邻洁净区之间压差应≥10Pa(不同空气洁净度级别之间),与非洁净区压差≥15Pa,通过微压差计实时监测并调整回风阀或新风量。当发现气流速度异常或压差波动时,需检查高效过滤器是否堵塞(终阻力达到初阻力2倍时需更换)、回风管道是否漏风、门开启频率是否过高。通过气流流型可视化测试(如烟雾发生器法),可以直观观察洁净室气流走向,识别涡流区和气流死点,为通风系统改造和设备布局优化提供数据支持,确保污染物及时排出而不发生滞留。无尘室设计需综合考虑气流组织、设备布局等因素,确保气流顺畅,提高净化效率。北京压差无尘室检测规范性强
AIoT驱动的无尘室动态调控系统某半导体工厂部署AIoT(人工智能物联网)系统,实时整合2000个传感器数据,动态调节洁净度。AI模型通过分析温湿度、颗粒浓度与设备振动参数,预测并规避潜在污染风险。例如,在光刻工艺中,系统提前2小时预警晶圆吸附微粒趋势,调整气流速度降低污染率45%。但传感器网络面临电磁干扰问题,团队采用光纤传输与电磁屏蔽舱设计,误报率从8%降至0.5%。该系统使年度维护成本降低30%,同时晶圆良率提升1.2%。北京压差无尘室检测规范性强建成的无尘室必须经过检测合格后方可投入使用。
柔性电子制造中的动态洁净度管理折叠屏手机生产线的无尘室需应对高频机械运动带来的动态污染。某企业引入气悬浮传送系统,替代传统机械臂,减少摩擦产生的氧化铝颗粒。检测发现,传送带转弯处的湍流会使0.3微米颗粒浓度激增300%,遂加装静电吸附帘与局部负压罩。同时,采用高速粒子计数器(采样频率2kHz)捕捉瞬态污染,结合AI算法区分工艺粉尘与环境干扰。该方案使屏幕亮斑缺陷率降低90%,但数据量暴增500倍,需部署边缘计算节点实现实时分析。
食品洁净室检测的卫生学重点与交叉污染防控食品洁净室检测以微生物控制和异物防范为**,需符合GB14881-2013《食品生产通用卫生规范》和GB50073-2013《洁净厂房设计规范》。检测项目除常规粒子和微生物外,增加了对食品接触面(如传送带、模具)的清洁度检测,采用ATP生物荧光法快速评估表面微生物残留(RLU值≤300为合格)。由于食品生产过程中常使用水、蒸汽和化学清洁剂,需特别关注洁净室排水系统的密封性(地漏需配备水封和防倒灌装置)和冷凝水管理,避免潮湿环境滋生霉菌。交叉污染防控是食品洁净室检测的重点,例如在即食食品与非即食食品生产区域之间,需通过压差控制(≥20Pa)和传递窗紫外线杀菌确保物理隔离,检测时需模拟物料传递过程,评估传递窗密封性能和杀菌效果。对于烘焙食品洁净室,还需监测空气中的面粉粉尘浓度,防止粉尘积聚引发风险,通过粉尘浓度传感器实时预警并联动除尘系统,确保生产环境的安全性和卫生合规性。空调系统是无尘室环境控制的关键,需定期检查维护,确保运行稳定,温湿度达标。

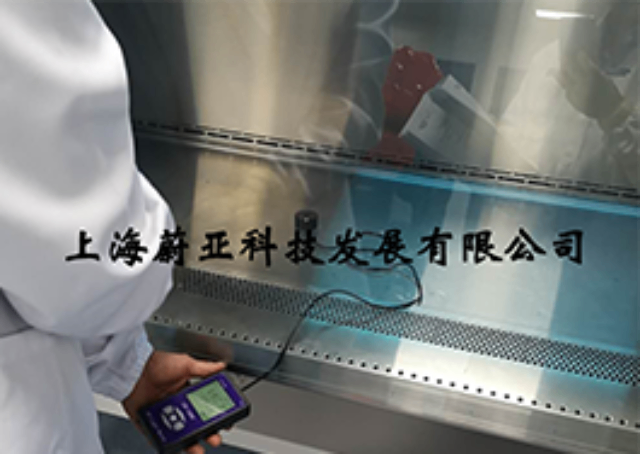
进行浮游菌检测时,采样点的设置至关重要。需要根据无尘室的布局、功能区域划分以及人员和设备的分布情况,合理确定采样点的位置和数量。一般来说,在关键的生产区域、设备附近以及人员活动密集的地方,采样点应设置得更加密集,以确保能够***、准确地反映无尘室空气中的浮游菌分布情况。同时,采样过程中要严格遵守无菌操作规范,避免人为因素对检测结果造成干扰。在进行沉降菌检测时,培养皿的放置高度和时间需要严格按照标准执行。一般来说,培养皿应放置在工作平面上,高度与操作人员的呼吸带相近,以模拟实际生产过程中微生物的沉降情况。放置时间则根据无尘室的洁净度等级和检测标准来确定,洁净度等级越高,放置时间通常越长。此外,检测过程中要注意保持无尘室的正常运行状态,避免因人为干预或设备启停导致检测结果不准确。无尘室需要安装有效的设备用于除去空气中的污染颗粒,确保生产环境洁净。上海洁净工作台无尘室检测第三方检测机构
医疗器械生产无尘室的检测关乎患者生命健康安全。北京压差无尘室检测规范性强
无尘室能源效率的智能化优化某晶圆厂通过数字孪生技术建立洁净度-能耗耦合模型,发现换气次数从60次/小时降至55次时,洁净度*下降5%,但年省电费达200万美元。系统通过物联网实时监测温湿度与颗粒浓度,动态调节风机转速与送风角度。测试显示,凌晨低负荷时段节能效率比较高,综合能耗降低18%。该模型还揭示:设备启停时的瞬时能耗占全天35%,通过错峰生产进一步优化,年度碳足迹减少12%。。。。。。。。。。。。。。。。。。。。。北京压差无尘室检测规范性强
浮游菌检测:浮游菌检测对于医药、食品等行业的无尘室至关重要。采用空气采样器进行检测,其原理是通过抽取一定体积的空气,使空气中的微生物粒子吸附在含有培养基的培养皿上。检测前,需对采样器进行严格的消毒灭菌处理。在无尘室正常运行状态下,在不同区域均匀布置采样点,每个采样点抽取空气量一般为100L。采样结束后,将培养皿置于恒温培养箱中,在适宜的温度和湿度条件下培养一定时间(通常为48-72小时),观察菌落生长情况,依据相关标准判定无尘室浮游菌数量是否合格,确保生产环境符合卫生要求。浮游菌和沉降菌检测用于评估无尘室的微生物污染状况。过滤器无尘室检测技术好洁净室检测记录的规范化管理与数据分析检测记录是洁净...
- 北京实验室环境无尘室检测周期 2025-12-23
- 风速无尘室检测诚信推荐 2025-12-23
- 安徽压差无尘室检测范围 2025-12-23
- 北京无尘室检测规范性强 2025-12-23
- 江苏手术室无尘室检测值得推荐 2025-12-23
- 上海静电无尘室检测服务 2025-12-23
- 安徽洁净室无尘室检测报告 2025-12-23
- 医疗器具无尘室检测哪家好 2025-12-23
- 江苏洁净度无尘室检测规范性强 2025-12-23
- 静电无尘室检测周期 2025-12-23
- 安徽洁净工作台无尘室检测诚信推荐 2025-12-22
- 电子厂房环境无尘室检测认真负责 2025-12-22
- 北京洁净室环境无尘室检测周期 2025-12-22
- 上海温湿度无尘室检测诚信推荐 2025-12-22
- 安徽微生物无尘室检测周期 2025-12-22
- 北京洁净室无尘室检测范围 2025-12-22



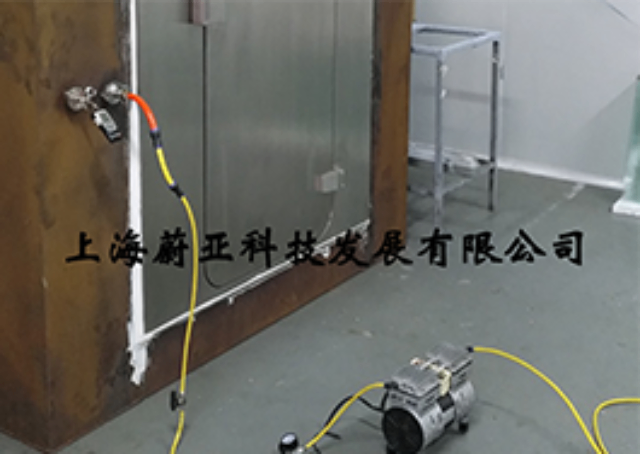
- 青浦区验收风管漏风量检测方法 01-10
- 济南项目风管漏风量检测报告 01-10
- 虹口区风管漏风量检测周期 01-10
- 舟山工程风管漏风量检测 01-10
- 杨浦区项目风管漏风量检测值得推荐 01-10
- 徐汇区风管漏风量检测频率 01-10
- 杨浦区项目风管漏风量检测公司 01-10
- 南京风管漏风量检测服务 01-10
- 徐州风管漏风量检测标准 01-10
- 上海风管漏风量检测频率 01-10