- 品牌
- 协豪
- 型号
- 标准
是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。对PLC作了如下定义:“是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序efbd-e-dd--ea及其有关设备,都应按易于使工业控制系统形成一个整体,易于扩充其功能的原则设计。”从上述定义可以看出,PLC是一种用程序来改变控制功能的工业控制计算机,除了能完成各种各样的控制功能外,还有与其他计算机通信联网的功能。PLC编程的推广应用在我国得到了迅猛的发展,它已经大量地应用在各种机械设备和生产过程的电气控制装置中,各行各业也涌现出了大批应用PLC改造设备的成果。了解PLC的工作原理,具备设计、调试和维护PLC控制系统的能力,已经成为现代工业对电气技术人员和工科学生的基本要求。PLC编程语言类型编辑PLC的用户程序,是设计人员根据控制系统的工艺控制要求,通过PLC编程语言的编制规范,按照实际需要使用的功能来设计的。协豪科技的研发团队技术精湛,实战经验丰富,依据客户的要求设计开发,做适合客户的PLC自动化控制系统。广州三菱PLC编程外包平台公司
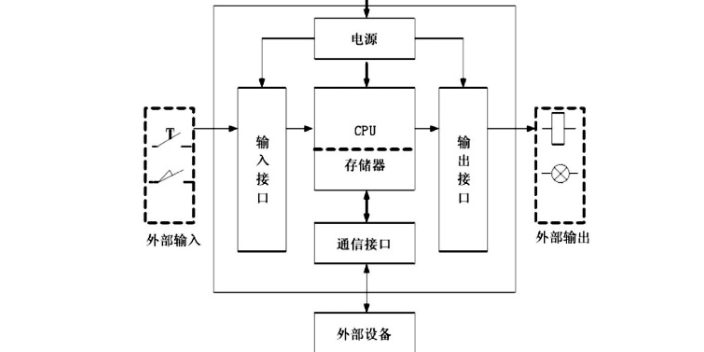
东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。S7-200PLC的硬件结构及系统构成、安装与接线学习1、学习什么内容?重点学习什么内容?(1)PLC的硬件结构(2)PLC的系统构成及CPU和模块参数(3)PLC的选型,安装及接线(重点)2、如何进行学习(学练结合)(1)学习S7-200从入门到精通的章内容(2)PLC是技术是一门实践性很强的技术,所有需要用于一台PLC,熟悉PLC的硬件结构,练习PLC与设备的接线链接。建议使用技成学习机箱进行练习,学习机箱是一款学习PLC技术的很好的DIY设备。从组装到接线全需自己动手。3、学习完后所需要达到的效果(1)能够根据控制要求完成项目中PLC的选型。(2)能够根据所选择好的PLC及控制要求,进行PLC接线图的设计,并完成PLC的安装及控制柜的接线安装。4、测试题目有一项目。北京信捷PLC编程外包功能PLC的编译器从结构上可分为简易编译器、图形编译器、通用计算机编译器。

小单位人事关系简单,水平及贡献能实时的被领导看见,不会受任何人的打压和排挤)。但当主管之后,技术就不用说了,管理能力也会有很大的提升。如果再选择跳槽什么的,就是个高级的人才了,和刚毕业时的状态就会有本质上的区别了。只要详细的学习一下PLC编程(建议以西门子200PLC入门——西门子plc应用,易学),组态软件编程(建议学习组态王,易学)。控制上现在的发展方向越来越趋于上位机系统,所以上位机配组态软件,下位机用PLC控制,这是完整的系统。另外什么变频器、接近传感器,光电开关什么等等,只不过是控制系统的一部分,不用编程,用的时候看一下说明书就什么都清楚了,这些东西不用费心去学习。目前plc编程需求挺大的,有一定经验的PLC工程师很受欢迎,如果水平比较高、技术比较,工程经验又丰富的话,那就是工作找你了。另外自动化行业一般是越老越吃香的,不像吃青春饭的行业生存压力那么大。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。
对PLC作了如下定义:“是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序e3f604bd-5e89-43dd-9061-ea及其有关设备,都应按易于使工业控制系统形成一个整体,易于扩充其功能的原则设计。”从上述定义可以看出,PLC是一种用程序来改变控制功能的工业控制计算机,除了能完成各种各样的控制功能外,还有与其他计算机通信联网的功能。PLC编程的推广应用在我国得到了迅猛的发展,它已经大量地应用在各种机械设备和生产过程的电气控制装置中,各行各业也涌现出了大批应用PLC改造设备的成果。了解PLC的工作原理,具备设计、调试和维护PLC控制系统的能力,已经成为现代工业对电气技术人员和工科学生的基本要求。PLC编程语言类型编辑PLC的用户程序,是设计人员根据控制系统的工艺控制要求,通过PLC编程语言的编制规范,按照实际需要使用的功能来设计的。只要用户能够掌握某种标准编程语言,就能够使用PLC在控制系统中,实现各种自动化控制功能。协豪科技的PLC程序开发外包受到广大客户的一致好评。

根据开关量的当前输入组合与历史的输入顺序,使PLC产生相应的开关量输出,以使系统能按一定的顺序工作。所以,有时也称其为顺序控制。而顺序控制又分为手动、半自动或自动。而采用的控制原则有分散、集中与混合控制三种。这是用OMRON的开关量编写的一个“单按钮启停”程序。、模拟量是指一些连续变化的物理量,如电压、电流、压力、速度、流量等。PLC是由继电控制引入微处理技术后发展而来的,可方便及可靠地用于开关量控制。由于模拟量可转换成数字量,数字量只是多位的开关量,故经转换后的模拟量,PLC也完全可以可靠的进行处理控制。由于连续的生产过程常有模拟量,所以模拟量控制有时也称过程控制。模拟量多是非电量,而PLC只能处理数字量、电量。所有要实现它们之间的转换要有传感器,把模拟量转换成数电量。如果这一电量不是标准的,还要经过变送器,把非标准的电量变成标准的电信号,如—mA、—V、—V等等。同时还要有模拟量输入单元(A/D),把这些标准的电信号变换成数字信号;模拟量输出单元(D/A),以把PLC处理后的数字量变换成模拟量——标准的电信号。所以标准电信号、数字量之间的转换就要用到各种运算。这就需要搞清楚模拟量单元的分辨率以及标准的电信号。PLC是在继电器顺序控制基础上发展起来的以微处理为重要的通用自动控制装置。佛山基恩士PLC编程外包
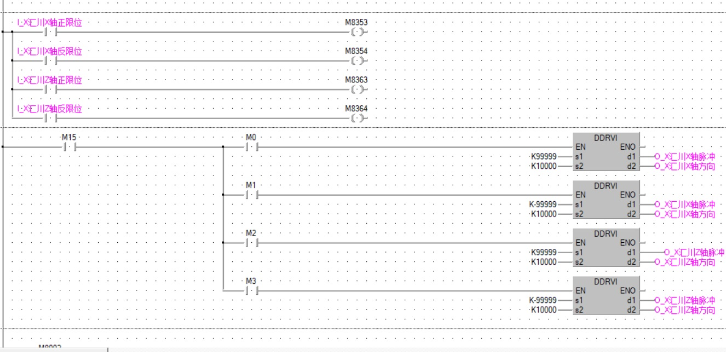
界上各主要PLC生产厂几乎都具有运动控制功用于各种机械、机床电梯等场。广州三菱PLC编程外包平台公司
一个扫描的过程中,故障诊断时间,通信时间,输入采样和输出刷新所占的时间较少,执行的时间是占了绝大部分。PLC的响应时间是指PLC外部输出信号的改变时刻起止由它控制的有关外部输出信号变化的时刻之间的间隔,称为滞后时间,这个是由输入电路时间常数,输出电路的时间常数,用户语句的安排和指令的使用,plc的循环扫描方式及PLC对I/O的刷新方式等部分组成。这个现象称为I/O延迟时间效应。由于PLC的这种周期循环扫描工作方式,决定了相应时间的长短与收到输入信号的时刻有关。相应时间就分为短和长。(1)短的响应时间如果在一个扫描周期刚结束之前收到一个输入信号,在下一个扫描周期之前输入采样阶段,这个信号也就被采样,是输入更新,这个响应时间短。(2)长响应时间如果收到的是一个输入信号经输入延迟后,刚好错过了I/O刷新的时间,在该周期内输入信号就被视为无效,就要等下一个扫描周期才会被读入,这个时间是长的了。广州三菱PLC编程外包平台公司

- 东莞富士PLC编程外包 2024-11-22
- 长春欧姆龙PLC编程外包公司 2024-11-22
- 苏州PLC编程外包性价比 2024-11-22
- 江西基恩士PLC编程外包质量 2024-11-22
- 北京松下PLC编程外包公司 2024-11-22
- 天津基恩士PLC编程外包是什么 2024-11-22
- PLC编程外包软件 2024-11-22
- 沈阳PLC编程外包性价比 2024-11-22