- 品牌
- 协豪
- 型号
- 标准
还可有少量模拟量输入/输出、算术运算、数据传送和比较及通信等功能,主要用于逻辑控制、顺序控制或少量模拟量控制的单机控制系统。中档PLC中档PLC除具有低档PLC的功能外,还具有较强的模拟量输入/输出、算术运算、数据传送和比较、数制转换、远程I/O、子程序及通信联网等功能;有些还可增设中断控制、PID控制等功能,适用于复杂的控制系统。PLCPLC除具有中档PLC的功能外,还增加了带符号算术运算、矩阵运算、位逻辑运算、平方根运算及其他特殊功能函数的运算、制表及表格传送功能等。PLC具有更强的通信联网功能,可用于大规模过程控制或构成分布式网络控制系统,进而实现工厂自动化。按I/O点数分类:根据PLC的I/O点数多少,可将PLC分为小型、中型和大型三类。小型PLC小型PLC的I/O点数小于256,具有单CPU及8位或16位处理器,用户存储器容量为4KB以下。例如:三菱FX0S系列。中型PLC中型PLC的I/O点数在256~2048。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。PLC程序开发、改造,承接电气自动化外包项目。广东富士PLC编程外包怎么找

根据开关量的当前输入组合与历史的输入顺序,使PLC产生相应的开关量输出,以使系统能按一定的顺序工作。所以,有时也称其为顺序控制。而顺序控制又分为手动、半自动或自动。而采用的控制原则有分散、集中与混合控制三种。这是用OMRON的开关量编写的一个“单按钮启停”程序。、模拟量是指一些连续变化的物理量,如电压、电流、压力、速度、流量等。PLC是由继电控制引入微处理技术后发展而来的,可方便及可靠地用于开关量控制。由于模拟量可转换成数字量,数字量只是多位的开关量,故经转换后的模拟量,PLC也完全可以可靠的进行处理控制。由于连续的生产过程常有模拟量,所以模拟量控制有时也称过程控制。模拟量多是非电量,而PLC只能处理数字量、电量。所有要实现它们之间的转换要有传感器,把模拟量转换成数电量。如果这一电量不是标准的,还要经过变送器,把非标准的电量变成标准的电信号,如—mA、—V、—V等等。同时还要有模拟量输入单元(A/D),把这些标准的电信号变换成数字信号;模拟量输出单元(D/A),以把PLC处理后的数字量变换成模拟量——标准的电信号。所以标准电信号、数字量之间的转换就要用到各种运算。这就需要搞清楚模拟量单元的分辨率以及标准的电信号。上海台达PLC编程外包好不好PLC的编译器从结构上可分为简易编译器、图形编译器、通用计算机编译器。

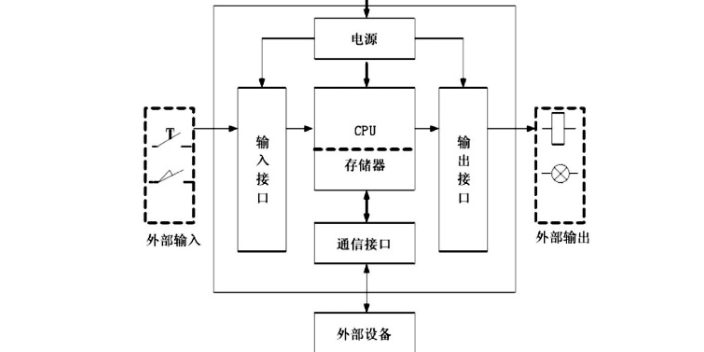
是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。对PLC作了如下定义:“是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序efbd-e-dd--ea及其有关设备,都应按易于使工业控制系统形成一个整体,易于扩充其功能的原则设计。”从上述定义可以看出,PLC是一种用程序来改变控制功能的工业控制计算机,除了能完成各种各样的控制功能外,还有与其他计算机通信联网的功能。PLC编程的推广应用在我国得到了迅猛的发展,它已经大量地应用在各种机械设备和生产过程的电气控制装置中,各行各业也涌现出了大批应用PLC改造设备的成果。了解PLC的工作原理,具备设计、调试和维护PLC控制系统的能力,已经成为现代工业对电气技术人员和工科学生的基本要求。PLC编程语言类型编辑PLC的用户程序,是设计人员根据控制系统的工艺控制要求,通过PLC编程语言的编制规范,按照实际需要使用的功能来设计的。
是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。ORI是用于一个触点的并联连接指令。电路块的并联和串联指令(ORB、ANB)含有两个以上触点串联连接的电路称为“串联连接块”,串联电路块并联连接时,支路的起点以LD或LDNOT指令开始,而支路的终点要用ORB指令。ORB指令是一种指令,其后不带操作组件号,因此,ORB指令不表示触点,可以看成电路块之间的一段连接线。如需要将多个电路块并联连接,应在每个并联电路块之后使用一个ORB指令,用这种方法编程时并联电路块的个数没有限制;也可将所有要并联的电路块依次写出,然后在这些电路块的末尾集中写出ORB的指令,但这时ORB指令多使用7次。将分支电路(并联电路块)与前面的电路串联连接时使用ANB指令,各并联电路块的起点,使用LD或LDNOT指令;与ORB指令一样,ANB指令也不带操作组件,如需要将多个电路块串联连接,应在每个串联电路块之后使用一个ANB指令,用这种方法编程时串联电路块的个数没有限制,若集中使用ANB指令,多使用7次。程序结束指令(END)在程序结束处写上END指令,PLC只执行第一步至END之间的程序。我们力争为您做出优良的PLC控制系统和触摸屏操作系统,提供优良的外包服务。
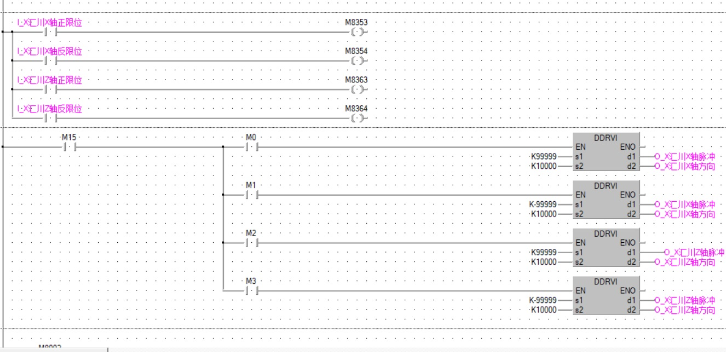
在输入部分和电源单元之间安装一个滤波器。、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/°)。、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[。滚轮直径*)/一圈总脉冲数]、步进电机的位置控制就是角度控制与距离控制的综合。以上只是天天自动化简单的分析步进电机的控制方式,可能与实际有出入,供各位同仁参考。伺服电机的动作与步进电机的一样,但要考虑伺服电机的内部电子齿轮比与伺服电机的减速比。有些事情说起来比较简单,但实际应用就有难度了。PLC采用了可编程序的存储器,通过模拟的输入和输出,控制各类型的机械或生产过程。东莞基恩士PLC编程外包功能
承接自动化、电气、PLC编程外包、触摸屏及各种组态项目设计、调试。广东富士PLC编程外包怎么找
东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。S7-200PLC的硬件结构及系统构成、安装与接线学习1、学习什么内容?重点学习什么内容?(1)PLC的硬件结构(2)PLC的系统构成及CPU和模块参数(3)PLC的选型,安装及接线(重点)2、如何进行学习(学练结合)(1)学习S7-200从入门到精通的章内容(2)PLC是技术是一门实践性很强的技术,所有需要用于一台PLC,熟悉PLC的硬件结构,练习PLC与设备的接线链接。建议使用技成学习机箱进行练习,学习机箱是一款学习PLC技术的很好的DIY设备。从组装到接线全需自己动手。3、学习完后所需要达到的效果(1)能够根据控制要求完成项目中PLC的选型。(2)能够根据所选择好的PLC及控制要求,进行PLC接线图的设计,并完成PLC的安装及控制柜的接线安装。4、测试题目有一项目。广东富士PLC编程外包怎么找

- 东莞富士PLC编程外包 2024-11-22
- 长春欧姆龙PLC编程外包公司 2024-11-22
- 苏州PLC编程外包性价比 2024-11-22
- 江西基恩士PLC编程外包质量 2024-11-22
- 北京松下PLC编程外包公司 2024-11-22
- 天津基恩士PLC编程外包是什么 2024-11-22
- PLC编程外包软件 2024-11-22
- 沈阳PLC编程外包性价比 2024-11-22