- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
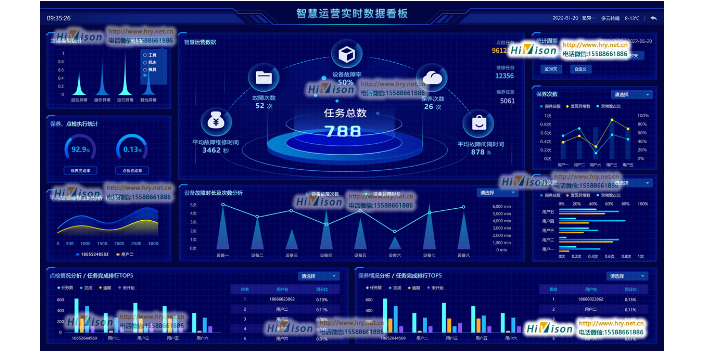
备件库存优化:系统跟踪备件消耗趋势,自动触发补货提醒。某半导体企业通过智能库存管理,将备件资金占用率从25%降至18%,同时确保关键备件100%在库。设备效率分析:基于OEE指标识别生产瓶颈。某包装企业通过系统分析发现某灌装机利用率65%,调整排班后利用率提升至82%,年增产1200万件。移动端协同管理:支持多端数据同步,维修人员可实时上传现场照片、视频。某物流企业应用后,设备故障响应时间从4小时缩短至1小时。能耗与成本分析:采集设备能耗数据,识别节能优化点。某水泥企业通过系统发现某磨机空载运行占比达15%,调整后年节电200万度。合规化报废管理:记录报废处置流程,确保符合环保法规。某医疗企业通过系统管理报废设备,避免因含汞部件处理不当引发的环保处罚。数据看板与决策支持:通过可视化仪表盘展示设备健康度、维护成本等关键指标。某电力集团基于系统数据,淘汰高故障率老旧设备,年维修成本降低18%。能耗监控模块实时分析设备用电峰值,优化运行策略降低能源成本。临沂工程机械设备全生命周期管理
未来趋势:从“管理设备”到“赋能生态”随着数字孪生、5G等技术的发展,ELM正向智能化、集成化方向演进:预测性维护4.0:结合数字孪生技术,在虚拟空间中模拟设备劣化过程,提前6-12个月预测故障。供应链协同:设备管理系统与供应商平台对接,实现备件“零库存”管理。某汽车零部件企业通过该模式,将备件交付周期从7天缩短至2天。碳足迹追踪:在ELM中嵌入碳排放计算模块,帮助企业实现绿色制造。某铝业集团通过系统优化设备运行参数,年减碳12万吨。设备全生命周期管理已从“成本中心”转变为“价值创造中心”。通过设备管理系统,企业可实现设备资产的全链路可视化、运维决策的智能化,终构建起“设备-数据-决策”的闭环生态,在激烈的市场竞争中赢得先机。设备管理 软件设备全生命周期管理系统,是面向未来的智慧之选。
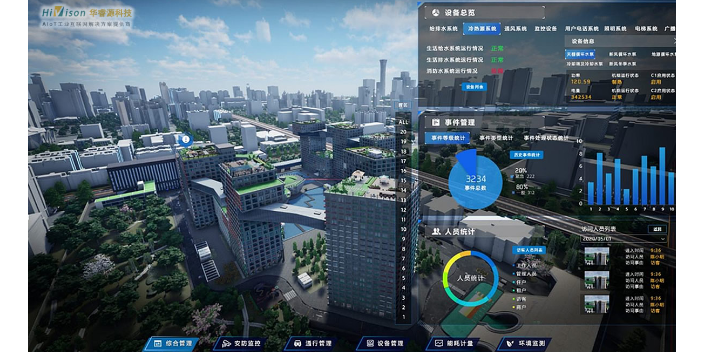
(3)运行监控与状态管理实时数据采集:通过物联网(IoT)传感器采集设备运行数据(如温度、振动、能耗)。异常预警:基于AI算法分析数据趋势,提前发现潜在故障并触发报警。能效优化:监测设备能耗,识别高耗能环节并提供节能建议。(4)维护保养与故障管理预防性维护(PM):根据设备使用时间、运行状态自动生成维护计划。预测性维护(PdM):利用机器学习预测设备剩余寿命(RUL),减少突发故障。工单管理:实现报修、派单、维修、验收的闭环流程,提升响应效率。(5)退役与报废管理退役评估:基于设备性能、维修成本、技术淘汰等因素,判断是否报废或翻新。残值计算:评估设备剩余价值,优化资产处置方式(如二手出售、拆解回收)。环保合规:确保报废过程符合环保法规,避免法律风险。
为了实现设备全生命周期管理的目标,企业可以采用多种策略和方法。例如,通过引入先进的设备管理系统和软件,实现设备信息的实时更新和共享,提高管理效率。同时,加强员工培训,提高员工对设备全生命周期管理的认识和技能水平,确保各项管理措施得到有效执行。此外,一些企业还通过引入物联网、大数据等先进技术,实现设备状态的实时监控和预测性维护,进一步提高设备管理的智能化水平。综上所述,设备全生命周期管理是一个综合性的过程,需要企业从多个方面入手,确保设备在整个生命周期内都能发挥比较大价值,为企业创造更多的经济效益和社会效益。不仅提升了企业的运营效率,更在无形中推动了企业的数字化转型进程,为企业可持续发展铺设了坚实的基石。

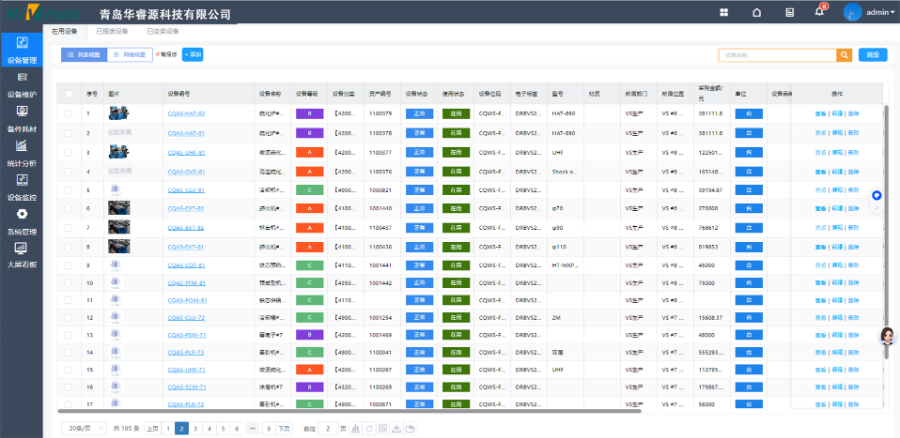
在智能制造与工业互联网快速发展的背景下,设备管理正经历着从传统人工维护向数字化、智能化管理的深刻变革。现代工业设备管理系统通过整合物联网、大数据、人工智能等新一代信息技术,构建起覆盖设备采购、运行、维护到报废的全生命周期管理体系,为工业企业提质增效提供了有力支撑。在设备资产管理方面,数字化管理系统实现了设备档案的电子化与标准化。通过建立包含设备技术参数、维护记录、运行数据等信息的完整数据库,企业可以随时调取任何设备的全生命周期信息。某大型装备制造企业应用系统后,设备信息查询效率提升80%,设备台账管理人力成本降低60%。更重要的是,系统支持基于设备运行数据的价值评估,为企业设备更新改造决策提供科学依据。标准化配置和预防性维护减少设备停机时间,提升员工生产力。园区设备资产管理系统技术
制造企业是设备全生命周期管理系统的典型应用场景。临沂工程机械设备全生命周期管理
通过物联网技术获取的数据,AI可以进行深度分析和处理,为企业提供更加精细、个性化的设备管理方案。这不仅可以降低企业的维护成本,提高设备的运行效率,还可以通过优化生产流程,提高企业的整体效益。具体来说,设备管理系统结合物联网与人工智能技术可以实现以下几个方面的效益较大化:一、精细维护降低成本通过物联网技术获取的设备运行数据,AI可以分析设备的运行状况,预测设备的维护需求。这使得企业能够实现精细维护,避免了过度维护或维护不足的情况,降低了维护成本。同时,预防性维护的实施也减少了因设备故障导致的生产中断,提高了企业的生产效率。二、故障处理效率提升传统的故障处理往往依赖于人工的经验和判断,效率低下且容易出错。而AI技术可以通过对数据的分析,自动识别并定位故障点,提供故障处理方案。这不仅提高了故障处理的效率,还降低了故障对生产的影响。临沂工程机械设备全生命周期管理

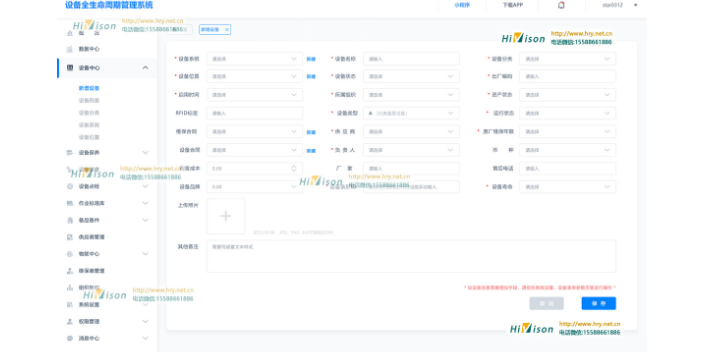
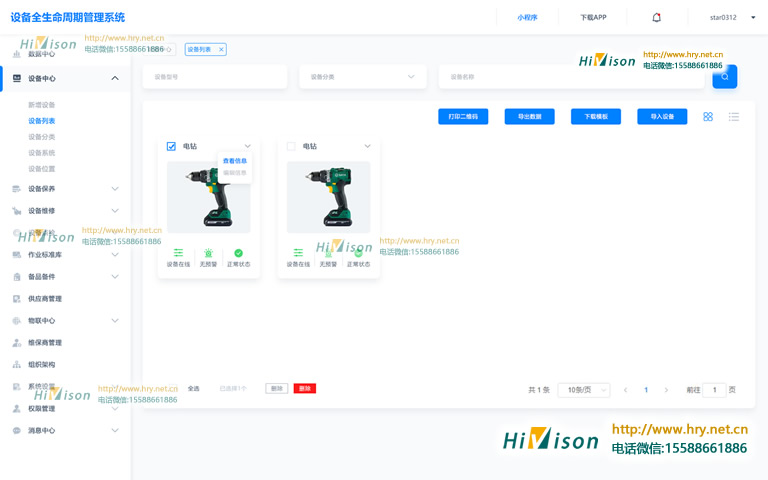
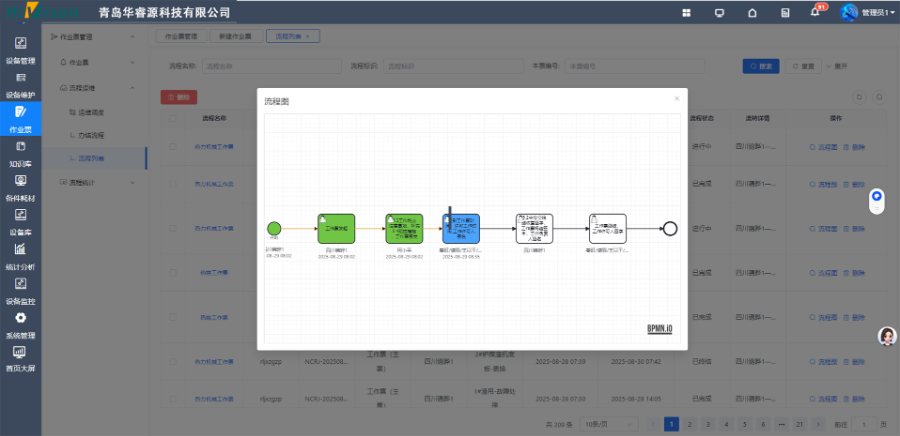
功能模块:规划与采购阶段基于设备历史数据与业务需求,辅助制定科学采购计划,评估供应商资质,优化选型配置,确保设备性能与成本平衡。安装与调试阶段通过数字化交付工具(如3D建模、AR/VR)实现设备安装可视化指导,自动采集初始参数并生成电子档案,确保设备“零缺陷”投运。运行与维护阶段实时监控:集成传感器数据,动态监测设备运行状态(温度、振动、能耗等),实现异常预警。预测性维护:利用机器学习模型分析历史故障数据,设备劣化趋势,制定精细维护计划。工单管理:自动化生成维修、保养任务,支持移动端派单与进度跟踪,提升响应效率。知识库:沉淀设备故障案例、维修手册等经验,形成可复用的智能诊断库。改造与报废阶段评...
- 青岛大型机械设备全生命周期管理系统厂家 2026-03-15
- 宁夏建筑设备全生命周期管理系统 2026-03-14
- 青岛机电设备全生命周期管理系统报价 2026-03-13
- 江苏特种设备全生命周期管理系统 2026-03-13
- 青岛工厂设备全生命周期管理系统书 2026-03-13
- 生产设备全生命周期管理系统有什么 2026-03-13
- 黑龙江机床设备全生命周期管理系统 2026-03-12
- 青岛工厂设备全生命周期管理系统好用吗 2026-03-12
- 青岛经典设备全生命周期管理系统 2026-03-12
- 成都集团公司设备全生命周期管理系统制作 2026-03-12

- 内蒙古设备全生命周期管理系统开发 2026-03-10
- 青岛智能设备全生命周期管理系统好用吗 2026-03-09
- 重庆自动设备全生命周期管理系统多少钱 2026-03-09
- 河南工业设备全生命周期管理系统 2026-03-09
- 青岛设备全生命周期管理系统供应商 2026-03-09
- 关于设备全生命周期管理信息系统论文 2026-03-08

- 青岛学校设备管理系统 03-21
- 青岛起重设备管理系统 03-20
- 新疆设备管理系统 03-20
- 冶金设备管理系统 03-20
- 铁路运输设备管理系统 03-20
- 山东煤矿设备管理系统 03-19
- 医疗设备管理系统应用 03-19
- 甘肃建筑设备管理系统 03-19
- 成都小型设备管理系统软件 03-19
- 加工设备管理系统服务电话 03-18