- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
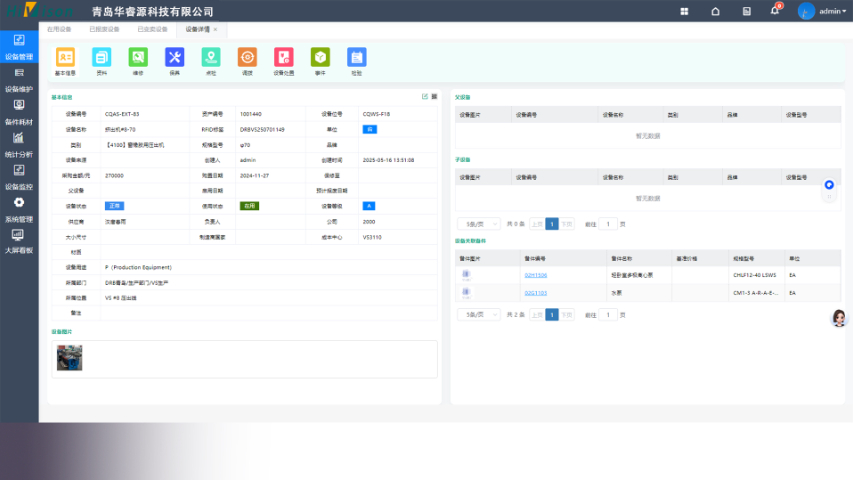
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
从“事后补救”到“事前预防”技术手段:IoT传感器实时监测设备健康状态(如振动、温度)。AI算法预测剩余使用寿命(RUL)和故障概率。案例:某化工厂通过振动分析提前2周发现泵轴承磨损,避免50万元停产损失。从“单点维修”到“全局优化”技术手段:数字孪生模拟设备运行,优化维护策略。备件库存智能预测,避免“过度储备”或“缺货停工”。效果:设备综合效率(OEE)提升15%-25%。从“成本中心”到“价值中心”技术手段:能效分析降低设备能耗(如空压机智能启停)。残值评估模型指导设备更新决策。案例:某物流企业通过淘汰高耗能叉车,年省电费120万元。通过设备管理系统,企业可以实现对设备资产运行的有效管理和监督,延长设备的经济使用寿命。河北工厂设备管理系统
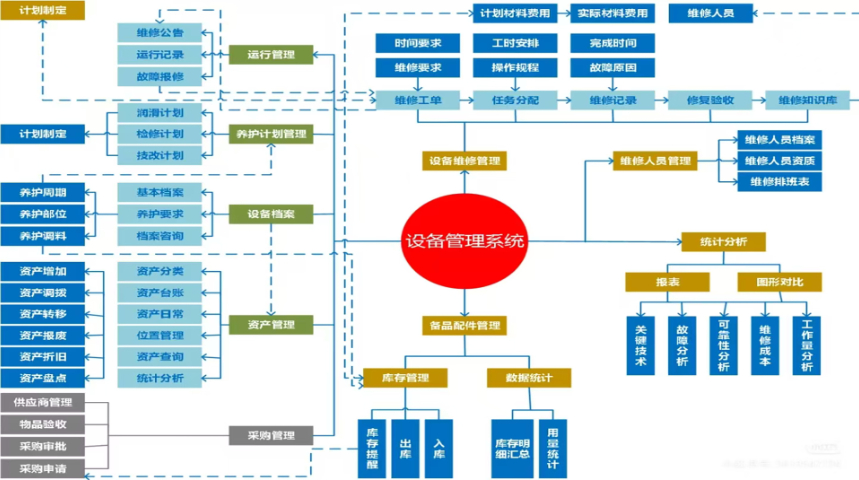
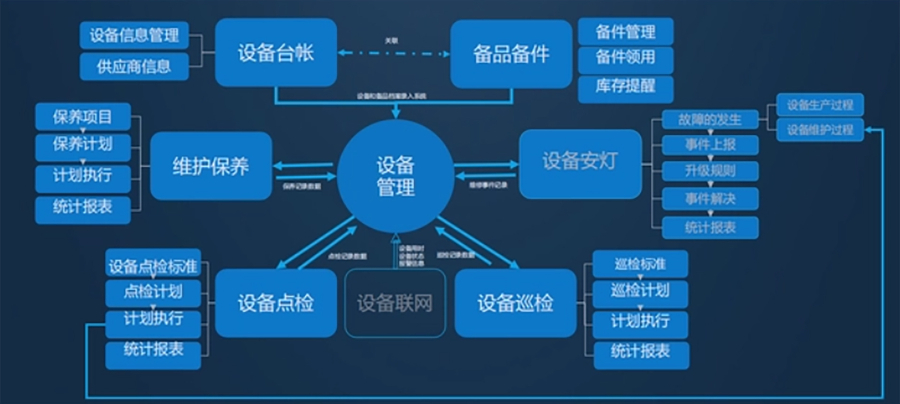
设备全生命周期管理系统的功能(1)资产台账数字化建立具有设备标识的电子化档案库,完整记录技术规格参数、供应商资质文件、保修服务条款等关键信息。借助二维码或RFID自动识别技术实现设备信息的快速检索与动态更新。(2)智能运维管理预防性维护:基于设备运行时长或生产周期的标准化保养计划自动生成机制。预测性维护:通过部署物联网传感器网络并结合机器学习算法,实现对设备潜在故障的早期预警与干预。工单自动化:构建从故障报警触发、维修任务智能分配到处理结果验证的闭环管理系统。(3)绩效分析与决策支持通过计算设备综合效率(OEE)、平均故障间隔时间(MTBF)及维修成本占比等指标,建立设备健康度评估体系。基于数据可视化技术构建管理驾驶舱,为设备更新改造决策提供量化依据。(4)供应链与备件协同集成供应商数据库实现备件需求自动预测与采购申请智能生成。应用库存优化算法实现备件安全库存的动态调整与预警。(5)合规与风险管理建立完整的设备安全检测档案与环保合规性文档管理体系。针对特种设备等高风险资产实施专项监控与应急预案管理。成都机械设备管理系统价格为了方便管理人员随时随地掌握设备的运行状况,设备管理系统还提供移动端应用,支持手机等设备的访问。
使用后的益处:优化资产价值:设备全生命周期管理确保设备在整个寿命内保持**运行,大限度地提升资产的价值。通过精细化管理,企业能够延长设备使用寿命,推迟资产更换的需求。降低成本:预防性和预测性维护能够减少维修成本和生产中断,从而降低整体运营成本。此外,通过优化备件库存和采购计划,企业能够减少占用,提高利用效率。提高生产效率:设备的**运行能够确保生产线不受意外故障的影响,从而提高生产效率。同时,通过实时监控和数据分析,企业能够及时发现并解决潜在问题,保障生产的连续性和稳定性。更好的预算规划:设备全生命周期管理允许企业更准确地预测设备维护和更换的成本,有助于更好地规划预算。系统提供的数据支持使得企业在决策过程中更加科学、合理。综上所述,设备全生命周期管理系统适用于多种类型的企业,并在优化资产价值、降低成本、提高生产效率和预算规划等方面带来益处。通过具体案例的展示,我们可以更加直观地看到该系统在企业实际运营中的重要作用。
通过工业物联网资产跟踪和数字孪生,我们不仅可以跟踪温度和湿度等关键环境因素,还可以跟踪这些材料的位置,例如,通过将其与有关压缩机振动门打开/关闭状态的大量数据相结合,组织可以收到主动警报,从而防止浪费。这种方法不仅可以保护宝贵的资产,还可以延长其使用寿命,这体现了工业物联网如何将单纯的数据收集转变为更智能、更高效运营的催化剂。填补与工业运营相关的数据盲点,并利用完整的数据图做出决策可以减少近10%的浪费。工业物联网环境监测用例远程电源循环:组织可以远程重新启动网络、计算机和其他设备。数据中心的能源管理:企业可以测量环境因素,例如湿度、温度和占用情况,以管理暖通空调系统,并使用电机和其他设备的能源计量进行预测性维护。泄漏和洪水检测:企业可以持续监控是否有水,并关闭水泵和水阀以防止损坏。农业废物管理:该领域的组织可以使用传感器监测废物储存区的状况,防止溢出和泄漏,从而保护周围的土地和水源。智能配电电网:工业物联网可以实现更好的负载管理,减少浪费的电力,并增强可再生能源的整合。总结工业企业使用工业物联网来监控环境条件时可以获得许多好处。对于工业企业来说。设备管理系统就像一位 “管家”,时刻关注设备一举一动,为企业提供高效可靠的管理解决方案。

通过实施物联网预测性维护,可以帮助企业减少停机时间,进而避免一系列损失。据Oneserve称,有缺陷的机器使英国制造商损失了3%的工作日,每家企业平均每年损失31,000英镑。该报告还指出,四分之三的英国制造商将设备维护外包,每家企业平均每年花费120,000英镑。损失的业务和维护成本是停机*明显的后果,但并不是**的后果。Oneserve提供的数字令人担忧,但更令人担忧的是Aberdeen的**研究结果,据该研究称,70%的企业不知道他们的设备何时需要维护,80%的企业无法计算一小时的停机时间会给他们的业务造成多少损失。然而,作为20%了解停机真正成本中的一员,企业将在竞争中获得巨大优势,因为这种知识使他们能够根据有形的事实和数字来规划投资,而不是凭直觉。例如,管理人员可能不愿意投资10万英镑来每天节省10分钟的停机时间。但如果我们确定停机时间使公司每小时损失24000英镑,那么这10分钟就值4000英镑,并且*初的投资将在25天内收回。有形成本企业的真实停机成本(TDC)是生产暂停期间持续的所有成本以及解决问题所需资源的总和。这些包括生产力损失、固定成本(如劳动力和公用事业、更换零件、维护),但也包括商业机会的损失和客户信任的丧失。分类与标签:按部门、用途、状态(在用/闲置/报废)分类管理,支持快速检索。广西电气设备管理系统
设备管理系统支持多协议数据采集,如 Modbus、OPC UA,实现毫秒级状态监控。河北工厂设备管理系统
设备管理系统正呈现新的发展动向:数字孪生深度应用某装备制造企业通过设备数字孪生,实现虚拟调试和故障预演,将新设备投产周期缩短40%。自主决策能力提升基于强化学习的智能运维系统在某风电场的应用中,已能自主处理30%的常规故障。产业链协同延伸某工程机械厂商的设备管理系统已延伸至客户现场,提供远程运维服务,创造新的利润增长点。工业设备管理的智能化转型是制造业高质量发展的必然要求。通过新一代信息技术的深度融合,设备管理系统正从辅助工具升级为生产系统。企业需要系统规划转型路径,在技术应用、组织变革和人才培养方面协同推进,才能充分释放智能化管理的价值潜力。未来,随着5G、边缘计算等技术的发展,设备管理系统将向更智能、更自主的方向持续演进。河北工厂设备管理系统

在应用优势方面,智能化设备管理系统为企业创造了多重价值。经济效益通过预防性维护和备件优化,企业运维成本普遍降低百分之二十至三十五。其次是管理效能的提升,标准化流程和数字化工具使设备管理效率提高百分之五十以上。更重要的是战略价值的创造,设备数据资产化为企业决策提供了全新维度,某工程机械厂商通过分析设备运行数据,优化产品设计,使新产品故障率降低了百分之四十。实施路径上,企业通常采用三步走策略。首先是基础建设阶段,重点完成设备联网和数据平台搭建。其次是能力建设阶段,开发智能分析模型和应用场景。持续优化阶段,完善知识库和自主决策能力。某电子制造企业通过十八个月的系统实施,设备综合效率提升了十五个百分点...
- 重庆制造设备管理系统价格 2026-03-17
- 青岛机电设备管理系统供应商 2026-03-16
- 湖南机械设备管理系统 2026-03-16
- 成都安全设备管理系统多少钱 2026-03-07
- 青岛智能设备管理系统服务商 2026-03-06
- 青岛燃气设备管理系统 2026-03-06
- 青岛制造设备管理系统报价 2026-03-05
- 青岛制造设备管理系统功能 2026-03-05
- 设备管理系统技术 2026-03-05
- 辽宁智能设备管理系统 2026-03-05

- 安徽设备管理系统开发 2026-02-25
- 青岛工厂设备管理系统app 2026-02-24
- 青岛工业设备管理系统定制 2026-02-14
- 青岛设备管理系统方案 2026-02-13
- 湖南建筑设备管理系统 2026-02-11
- 青岛学校设备管理系统课题来源 2026-02-11


- 青岛大型机械设备全生命周期管理系统厂家 03-15
- 宁夏建筑设备全生命周期管理系统 03-14
- 青岛机电设备全生命周期管理系统报价 03-13
- 江苏特种设备全生命周期管理系统 03-13
- 青岛工厂设备全生命周期管理系统书 03-13
- 生产设备全生命周期管理系统有什么 03-13
- 黑龙江机床设备全生命周期管理系统 03-12
- 青岛工厂设备全生命周期管理系统好用吗 03-12
- 青岛经典设备全生命周期管理系统 03-12
- 成都集团公司设备全生命周期管理系统制作 03-12